Kitabı oku: «Análisis de fallas de estructuras y elementos mecánicos», sayfa 12

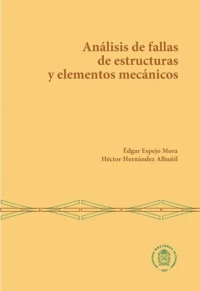
Figura 3.55 Orientación de las superficies de fractura por fatiga en función del tipo de carga aplicada
Nota. (a) Tracción, trayectoria perpendicular al esfuerzo normal máximo; (b) tracción, trayectoria a 45o bajo combinación de esfuerzo normal y cortante; (c) flexión, trayectoria perpendicular al esfuerzo normal máximo; (d) torsión, trayectoria perpendicular al esfuerzo normal máximo; (e) torsión con trayectoria inicial longitudinal; (f) torsión con trayectoria inicial circunferencial. En los últimos dos casos el agrietamiento inicial sigue al cortante máximo y cuando gira a 45o sigue la perpendicular al normal máximo.
Fuente: elaboración propia.
En las fracturas por fatiga a torsión en las zonas de origen, se podrá encontrar: (a) un patrón de agrietamiento completamente orientado a 45o respecto al esfuerzo normal (figura 3.56, central izquierda); (b) un patrón de grietas en forma de “X” (figuras 3.54 y 3.56, central derecha), o (c) un patrón escalonado (figura 3.56, inferior).

Figura 3.56 Ejemplos de orientación de las superficies de fractura por fatiga, en función del tipo de carga aplicada
Nota. Orientación transversal en fractura por fatiga de tornillo sometido a tracción (superior izquierda); orientación transversal en fractura por fatiga de eje sometido a flexión unidireccional (superior derecha); orientación a 45o en fractura por corrosión fatiga de eje sometido a torsión (central izquierda); múltiple agrietamiento a 45o en eje cigüeñal fatigado a torsión (central derecha); aspecto escalonado de superficie de fatiga a torsión de cigüeñal, donde el origen del agrietamiento fue paralelo al eje (inferior). Las flechas amarillas indican la dirección de crecimiento del agrietamiento.
Fuente: elaboración propia.
Al inspeccionar a altos aumentos las superficies de fractura por fatiga de alto ciclaje de metales, con el estereoscopio o el MEB, y complementar dicha inspección con observación de secciones metalográficas transversales a las superficies de fractura, se podrá observar que, en general, el mecanismo de fatiga transgranular deja una superficie menos rugosa que la generada por la fatiga cristalográfica, y esta a su vez menos que la que dejan la fatiga por clivaje o desprendimiento intergranular cíclico (figura 3.57). Las superficies con mayor rugosidad se obtendrán en la fatiga de bajo ciclaje, donde predomine el mecanismo de formación y coalescencia de microvacíos (figura 3.58). Las estriaciones de fatiga se presentan especialmente en metales de alta ductilidad y son observables con MEB (figura 3.47, superior y central izquierdas); sin embargo, en algunos materiales frágiles también podrán aparecer. En sección metalográfica no es posible detectar las estriaciones.

Figura 3.57 Imágenes de MEB y metalográficas de fatiga intergranular, cristalográfica y transgranular
Nota. Fatiga intergranular cíclica en acero 5160 bonificado con 50 RC: aspecto en MEB de los granos (superior izquierda); aspecto típico en sección metalográfica (superior derecha). Fatiga cristalográfica en duraluminio 2014 T6: aspecto bajo observación en estereoscopio (central izquierda); aspecto típico en sección metalográfica (central derecha); nótese que en cada grano las grietas de fatiga siguen una trayectoria diferente, lo que origina la textura mixta entre granular y tersa. Fatiga transgranular en acero 5160 bonificado con 40 RC: aspecto en MEB de la superficie de fractura (inferior izquierda); aspecto típico en sección metalográfica (inferior derecha); nótese que la trayectoria de grieta es bastante llana, ya que no se experimentan cambios importantes de dirección al pasar de un grano a otro. Nótese también el patrón radial que se forma en la superficie de fractura deformada, lo que permite conocer la dirección de crecimiento. Las flechas amarillas indican el sentido de propagación.
Fuente: elaboración propia.

Figura 3.58 Fatiga de bajo ciclaje de un acero 8620 bonificado con 27 RC, mediante el mecanismo de formación y coalescencia de microvacíos intragranulares
Nota. Aspecto en MEB (izquierda); aspecto en sección metalográfica (derecha). Las flechas amarillas indican el sentido de propagación.
Fuente: elaboración propia.
Bajo inspección con MEB de superficies de fatiga que contengan estriaciones, será posible estimar un valor del número total de ciclos transcurridos en la propagación, a partir del conteo de las estriaciones en diferentes zonas de la superficie de fractura (cerca de los orígenes, en zonas intermedias y cerca de la zona de fractura final); sin embargo, el valor obtenido es solo una estimación, ya que el espaciamiento entre estriaciones no es constante en toda la superficie de fractura, y habrá zonas donde no se hallen estriaciones o estén borradas por el frotamiento, y hay que tener en cuenta que es posible que una sola estriación se forme en varios ciclos de carga, es decir, no necesariamente siempre se cumple que una estriación equivale a un ciclo (especialmente a bajos niveles del rango de esfuerzos aplicados). De todas maneras, este conteo le servirá al analista para estimar al menos el orden de magnitud de los ciclos transcurridos en la etapa de propagación de las grietas.
En la fatiga de alto ciclaje durante la etapa II de propagación, en muchos de los metales predomina el mecanismo de fatiga transgranular, con lo cual en sección metalográfica las grietas tenderán a ser bastante rectas, es decir, poco afectadas por la microestructura (figura 3.59, izquierda); no obstante lo anterior, es posible que en la etapa I o en la etapa III de propagación se presenten otros mecanismos; en estas zonas se presentan trayectorias más quebradas, como el ejemplo mostrado en la figura 3.59 (derecha).
En la referencia [13] el lector encontrará una ampliación sobre los mecanismos y fractografía de las fracturas por fatiga.

Figura 3.59 Secciones metalográficas
Nota. Trayectoria de grieta aproximadamente recta por fatiga transgranular (en etapas I y II), en duraluminio 7075 T6 (izquierda); trayectoria zigzagueante por fatiga cristalográfica en etapa I de propagación y posterior trayectoria recta por fatiga transgranular en la etapa II, en un acero 5120 recocido.
Fuente: elaboración propia.
3.7 FRACTURAS PROGRESIVAS POR FATIGA TÉRMICA
Estas son fracturas que para formarse requieren varios ciclos de carga (figura 3.41), donde ninguno de los picos de dichos ciclos sobrepasa en valor a la resistencia última de la pieza. Las solicitaciones en este caso son derivadas de ciclos térmicos, es decir, por la acción de esfuerzos generados en dilataciones y contracciones térmicas restringidas (agrietamiento asistido por cambios de temperatura), lo cual las diferencia de las fracturas por fatiga mecánica, descritas en el numeral 3.6. Aunque el origen de los esfuerzos es distinto, el tratamiento de la resistencia al agrietamiento, los mecanismos de agrietamiento y las características fractográficas son las mismas entre la fatiga térmica y la fatiga mecánica, a condición de que la acción corrosiva asociada con la temperatura no sea muy severa y que no se tenga cooperación de la fluencia lenta o termofluencia en el mecanismo de agrietamiento. Los ciclos de fatiga térmica generalmente están asociados a los transientes generados durante los encendidos y apagados de los equipos, por lo que durante su vida total, en general, se aplica un número pequeño de cargas. Lo anterior lleva a que muchos de los casos de agrietamiento que se desarrollen durante la vida de servicio, se traten de fatiga de bajo ciclaje.
Si la fatiga térmica se da a un régimen de temperatura muy alto, donde empiece a presentarse el comportamiento viscoso del material, el agrietamiento por fluencia lenta cooperará, a lo cual se le denomina fatiga termomecánica, y se describe en el numeral 3.16. Si con la fatiga térmica no cooperan efectos viscosos, pero el agrietamiento es influenciado por la acción de un medio corrosivo u oxidante, se hablará de corrosión fatiga térmica; de ello se trata en el numeral 3.11.
Entre más altos sean el rango de esfuerzos y la razón de carga aplicados, menor será el número máximo de ciclos que puede soportar el material antes de la fractura por fatiga térmica. En ensayos de algunos materiales se encuentra que si el pico del esfuerzo en cada ciclo es lo suficientemente bajo, se puede tener una vida a fatiga térmica infinita; el pico de esfuerzo por debajo del cual no se presenta fractura por fatiga, se llama esfuerzo límite de fatiga, y está asociado a una vida entre 106 y 108 ciclos. Esta resistencia corresponde al esfuerzo límite de fatiga térmica, para la temperatura máxima de trabajo. Al igual que en el caso de la fatiga mecánica, existirá una resistencia al agrietamiento de la pieza, la cual depende del tamaño, la condición superficial, el tipo de carga y la geometría de la pieza, la cual se denomina resistencia límite de fatiga corregida (σF AT C), para la temperatura de trabajo máxima de la pieza.
3.8 GENERALIDADES SOBRE LAS FRACTURAS ASISTIDAS POR EL AMBIENTE
En este grupo de fracturas progresivas se aglutinan mecanismos de agrietamiento que se activan por la acción combinada de cargas mecánicas (esfuerzos) y la acción del medio ambiente que rodea la pieza (sinergias corrosión fractura). El medio ambiente puede facilitar el agrietamiento, básicamente mediante tres acciones: (1) corrosión, (2) difusión de elementos químicos hacia la pieza y (3) radiación.
En estos agrietamientos las velocidades de crecimiento de grietas son muy amplias, desde 10–1 a 10–12 m/s [14]. Dentro de esta familia de agrietamientos se encuentran, entre otros, los que responden a: corrosión esfuerzo, corrosión fatiga, corrosión fatiga térmica, fragilización por hidrógeno, fragilización por contacto con metal líquido, fragilización por contacto con metal sólido, fragilización por radiación, fragilización dinámica (las formas que están influenciadas por el ambiente). Estos tipos de agrietamientos tienden a aparecer solapados entre sí, o combinados con efectos debido a la temperatura, por lo que muchas veces en los análisis de falla es difícil clasificar un agrietamiento determinado en un tipo u otro.
3.9 FRACTURAS PROGRESIVAS POR CORROSIÓN ESFUERZO
Estas son fracturas que se forman en materiales metálicos bajo carga constante, por nucleación y crecimiento estable de grietas durante un determinado periodo de tiempo (agrietamiento retardado en el tiempo) (figura 3.60), donde cooperan de manera sinérgica en el agrietamiento, la presencia del esfuerzo y de reacciones de corrosión anódicas o catódicas, desde un medio ambiente específico (sinergia corrosión fractura o más específicamente, sinergia corrosión esfuerzo). En general, se encuentra que las aleaciones metálicas son más susceptibles a agrietarse que los metales puros. Un material dado experimenta este tipo de agrietamiento si es sometido a un determinado nivel de carga y en un ambiente químico específico. Si la carga disminuye o el medio ambiente cambia, el agrietamiento puede que no se presente o que se dé a una menor velocidad. El medio ambiente presente es el que permite que un esfuerzo constante, inferior al esfuerzo de fluencia, logre fracturar la pieza, facilitando la nucleación de las grietas y permitiendo que estas puedan avanzar a esfuerzo constante, vía interacciones del medio con el material presente en la cabeza de las grietas. Cada pareja material-ambiente bajo carga constante, nuclea y propaga grietas de manera diferente, y a esto se le denomina el mecanismo del agrietamiento por corrosión esfuerzo.

Figura 3.60 Comportamiento del esfuerzo versus el tiempo en las fracturas por corrosión esfuerzo
Fuente: elaboración propia.
Algunas aleaciones en determinados ambientes pueden exhibir un esfuerzo por debajo del cual no se presenta el agrietamiento, el cual se conoce como esfuerzo umbral de agrietamiento (σumbral), cuyo valor depende del ambiente químico que se tenga, del acabado superficial y de la microestructura; este valor oscila en la mayoría de las aleaciones entre el 10 y el 70 % del esfuerzo de fluencia. En la figura 3.61 se ilustra la forma de un diagrama típico de resistencia al agrietamiento por corrosión esfuerzo de una aleación. Asociado con el esfuerzo umbral de agrietamiento, se encuentra el factor de intensidad de esfuerzos umbral para el crecimiento de grietas por corrosión esfuerzo (KIACE), por debajo del cual no se propagan las grietas. El valor tanto del σumbral como del KIACE, no es tanto una propiedad del material, sino más bien una propiedad de la dupla material-medio ambiente estudiada. En la figura 3.62 se muestra el comportamiento general de la velocidad de crecimiento estable de las grietas (da/dt), contra el factor de intensidad de esfuerzos aplicados (Kaplicado), donde se puede notar que hay tres etapas de propagación (bajo carga constante, que es lo que comúnmente se presenta en servicio): etapa I, donde se presenta un comportamiento lineal logarítmico, con un rápido aumento de la velocidad de crecimiento de las grietas para cambios pequeños del factor de intensidad de esfuerzos aplicados; etapa II, donde se tiene una velocidad de crecimiento constante para un rango amplio del factor de intensidad de esfuerzos aplicados; etapa III, donde de nuevo aumentan las velocidades de propagación, con el factor de intensidad de esfuerzos aplicados, hasta que se alcance la tenacidad de fractura. En las etapas I y II de propagación se presentan velocidades que están en los órdenes de 10–9 a 10–6 m/s [15].

Figura 3.61 Curva típica de resistencia al agrietamiento por corrosión esfuerzo de una aleación metálica que exhibe un esfuerzo umbral
Fuente: elaboración propia.

Figura 3.62 Comportamiento de la velocidad de crecimiento estable de grietas por corrosión esfuerzo, en función del factor de intensidad de esfuerzos aplicado
Nota. Hay tres etapas de propagación diferenciadas.
Fuente: elaboración propia.
El esfuerzo que genera el agrietamiento, generalmente corresponde al modo I de carga y puede ser aplicado desde el exterior de la pieza y/o producto de esfuerzos residuales de fabricación. Si los esfuerzos residuales presentes en la pieza son de compresión, ello puede aminorar el agrietamiento. El fenómeno de agrietamiento se da generalmente con soluciones líquidas, producto de condensación sobre las superficies de las piezas o por inmersión en estas. Medios gaseosos también pueden provocar el agrietamiento.
Así, en resumen, para que ocurra una fractura por agrietamiento mediante corrosión esfuerzo, deberán darse dos situaciones: (a) que el esfuerzo aplicado (σaplicado) sea igual o mayor al esfuerzo umbral de agrietamiento (σumbral), para aquellos materiales que lo presentan, o en términos del factor de intensidad de esfuerzos, que el factor de intensidad de esfuerzos aplicados (Kaplicado) sea igual o mayor al factor de intensidad de esfuerzos umbral (KIACE); y (b) que se dé el tiempo suficiente.
En las fracturas por cooperación corrosión esfuerzo se presentan tres fases: (a) nucleación de grietas, (b) propagación estable de las grietas (que se da en las etapas I, II y III) y (c) fractura final por sobrecarga, una vez el tamaño de las grietas ha generado un factor de intensidad de esfuerzos igual a la tenacidad de fractura del material.
3.9.1 Mecanismos del agrietamiento por corrosión esfuerzo en metales
Como mecanismos de nucleación y crecimiento de grietas se han propuesto, entre otros, los siguientes (figura 3.63): (a) modelo de ruptura por deslizamiento de capas pasivantes: donde la nucleación de las grietas y su propagación se atribuyen a que la capa pasivante es repetidamente fracturada por el escalonamiento generado en el deslizamiento que se da en el frente de grieta. Lo anterior expone metal nuevo al medio, permitiendo su disolución por corrosión, posterior repasivación y de nuevo fractura de la capa por el deslizamiento, repitiéndose este proceso durante el agrietamiento. Este mecanismo es común en metales de baja energía de apilamiento; (b) modelo de zona activa en límite de grano: acá se presenta agrietamiento preferentemente intergranular, debido a que en los límites de grano del material o en sus zonas adyacentes hay precipitados y/o segregados que hacen que estas regiones sean más anódicas que el centro de los granos, facilitando la disolución del metal por corrosión bajo la acción del esfuerzo; (c) modelo de corrosión en túneles: donde se presenta disolución del metal por corrosión, en forma de pequeñas picaduras o túneles paralelos, que al ir creciendo dejan delgadas líneas de metal soportando el esfuerzo entre ellas, las cuales finalmente fracturan de manera dúctil.

Figura 3.63 Mecanismos de nucleación y crecimiento de grietas por corrosión esfuerzo y corrosión fatiga
Nota. (a) Modelo de ruptura por deslizamiento de capas pasivantes: de izquierda a derecha se ve cómo el deslizamiento rompe la capa pasivante en frente de grieta, permitiendo la disolución del metal por corrosión y la posterior repasivación, repitiéndose el ciclo; (b) modelo de zona anódica en límite de grano, donde es esta región la preferente del metal para disolverse por corrosión; (c) modelo de corrosión en túneles, el cual inicia con picaduras profundas de corrosión cercanas, las cuales al crecer promueven fractura del metal remanente entre ellas, repitiéndose este proceso cíclicamente durante el crecimiento de grieta; (d) modelo de plasticidad acrecentada por absorción de elementos químicos en cabeza de grieta (especialmente del hidrógeno en zonas catódicas), que favorecen el deslizamiento y el posterior crecimiento por clivaje de la grieta; (e) modelo de fractura de capa pasivante frágil, donde el esfuerzo fractura la capa exponiendo metal nuevo, el cual se disuelve y repasiva, repitiéndose continuamente la fractura de la capa y reexposición del metal.
Fuente: elaboración propia.
La corrosión en túneles avanza intermitentemente, repitiéndose cíclicamente el proceso de formación de los túneles y la fractura dúctil, durante todo el fenómeno del agrietamiento; (d) modelo de plasticidad acrecentada por absorción de elementos químicos en cabeza de grieta: donde desde el medio ambiente se difunden elementos químicos en la cabeza de grieta (especialmente el hidrógeno en zonas catódicas y en aleaciones de níquel), que aumentan el nivel de dislocaciones en planos de deslizamiento, facilitando deslizamientos que permiten el crecimiento de las grietas; (e) modelo de fractura de capa pasivante frágil: en este caso la acción del esfuerzo fractura la capa pasivante frágil, exponiendo metal nuevo a la disolución por corrosión, con lo cual se forma una nueva capa que al ir creciendo de nuevo fractura, y el ciclo se repite de esta manera, profundizando la grieta; (f) modelo de inducción de clivaje por fractura de la capa pasivante: este caso es similar al anterior, la diferencia radica en que el agrietamiento de la capa puede penetrar en el metal, lo que genera clivaje dentro de los granos. El clivaje crece hasta que la grieta se detiene por el abombamiento, lo que permite de nuevo la pasivación y posterior ruptura, repitiéndose el proceso. Este mecanismo también se propone para zonas dealeadas de un metal, donde es la fractura de la capa dealeada la que induce el clivaje de los granos de la aleación; (g) modelo de absorción de elementos químicos que inducen fragilidad: producto del proceso de corrosión, se difunden elementos químicos en la cabeza de grieta que bajan la resistencia de los enlaces en los planos de clivaje, lo cual permite el crecimiento de la grieta; (h) modelo de la descohesión inducida por el hidrógeno: producto de la acción corrosiva, en las zonas catódicas se puede producir hidrógeno, el cual se difunde preferentemente en los límites de grano del metal, bajando la resistencia local y permitiendo la ruptura de enlaces, con lo cual las grietas crecen.
De los mecanismos de nucleación y propagación descritos se puede resumir lo siguiente: se aplican a aleaciones que se pasivan (mecanismos a, c, e y f); permiten explicar la presencia de estriaciones en la superficie de fractura (mecanismos a, c, d, e, f y g); generan agrietamiento intergranular (mecanismos b y h); generan agrietamiento transgranular (mecanismos a, c, d, e, f y g), dentro de los cuales algunos generan cuasiclivaje (mecanismos c, f y g); contemplan disolución anódica del metal en frente de grieta (mecanismos a, b, c, d, e, f y g); contemplan reacciones catódicas en frente de grieta como la evolución de hidrógeno, oxígeno o nitrógeno (mecanismos d, g y h); involucran dentro del proceso deslizamiento en frente de grieta y/o fractura de metal y/o fractura de la capa pasivante (mecanismos a, c, d, e, f, g y h).

Figura 3.63 Mecanismos de nucleación y crecimiento de grietas por corrosión esfuerzo y corrosión fatiga (continuación)
Nota: (f) Modelo de inducción de clivaje por fractura de la capa pasivante, donde por el esfuerzo la capa fractura penetrando la grieta en el metal, lo cual favorece el clivaje parcial del grano y la posterior repasivación del frente de grieta, reiniciándose el proceso posteriormente; (g) modelo de absorción de elementos químicos que inducen fragilidad, donde dichos elementos bajan la resistencia de los enlaces, favoreciendo la progresión de las grietas por clivaje; (h) modelo de la descohesión inducida por el hidrógeno, el cual se da en las zonas catódicas del proceso de corrosión, donde la evolución del hidrógeno facilita su difusión en límites de grano del metal y la posterior merma de la resistencia local.
Fuente: elaboración propia.
Los mecanismos d y h son dos formas reportadas en que el hidrógeno puede provocar el agrietamiento bajo carga constante; sin embargo, el daño por hidrógeno también se puede manifestar a través de otros mecanismos como los descritos en el numeral 3.12.1, entre los que además se cuentan: (1) teoría de la presión de hidrógeno, (2) teoría de la reacción gaseosa y (3) teoría de la formación de hidruros.
Los sitios preferentes en los cuales inicia el agrietamiento, son zonas de alta solicitación por concentración de esfuerzo en la pieza (concentradores geométricos, de manufactura y generados en servicio), zonas con diferencias locales de composición química (pares galvánicos dentro del material), zonas con bajo espesor local de la capa pasivante, o zonas con capas endurecidas por golpes o mecanizado; sin embargo, también es posible que se presente agrietamiento en superficies planas libres de concentradores, pares galvánicos o daños superficiales, con tal que el esfuerzo sea el suficiente para el ambiente presente.
Dentro de los concentradores de esfuerzo generados en servicio, los producidos por la acción corrosiva del medio son muy importantes, como picaduras de corrosión y la corrosión intergranular; sin embargo, no necesariamente se presenta corrosión previa al agrietamiento, ni siempre que se tenga corrosión intergranular o picaduras se va a producir agrietamiento. Para que a partir de picaduras de corrosión se genere agrietamiento, se requieren grandes relaciones de aspecto de estas (profundidad/diámetro), mayores a 10 [16]. También son importantes como zonas de inicio, aquellas donde se presenten efectos de rendija (gradientes de concentración de especies respecto al fluido libre), como pueden ser zonas de traslape entre piezas o zonas de estanque de fluido en defectos superficiales. En cuanto a zonas que presentan dealeación en una superficie, se ha detectado igualmente que pueden actuar como orígenes del agrietamiento (figura 3.64).
Por razones obvias, no hay origen subsuperficial de agrietamientos por corrosión esfuerzo, sin embargo, una vez las grietas lleguen a la superficie por otro mecanismo progresivo, al entrar el medio en ellas se puede seguir la propagación por corrosión esfuerzo en el interior de la pieza.
Algunas de las explicaciones que se han dado a la presencia del esfuerzo umbral de agrietamiento son como sigue: (a) la existencia de un esfuerzo mínimo para romper la capa pasivante; (b) la existencia de un esfuerzo mínimo para activar el deslizamiento en frente de grieta; (c) la existencia de un esfuerzo mínimo para romper una capa dealeada; (d) la existencia de una abertura de grieta mínima que permita el transporte de iones. La existencia de la etapa II de propagación de las grietas, donde se alcanza una velocidad de crecimiento constante para varios valores de intensidad de esfuerzos aplicados, se atribuye, entre otros factores, a que: (1) se ha alcanzado la máxima velocidad de transporte de iones dentro de la grieta; (2) se ha alcanzado un equilibrio entre las velocidades de ruptura y regeneración de la capa pasivante en cabeza de grieta; (3) se ha alcanzado la máxima rata de corrosión posible para la solución en frente de grieta y el potencial presente. Nótese que la velocidad de crecimiento de grieta en la etapa II no depende de factores mecánicos.

Figura 3.64 Sitios de agrietamiento por corrosión esfuerzo
Nota. Eje de aleación Inconel 625, que presentó agrietamiento en la base de las nervaduras, transmitiendo torque en contacto con solución acuosa de Cl– + H2S + CO2 a altas temperaturas (superior izquierda); alambre de anclaje en suelo hecho de acero AISI 1070, que fracturó en zona de rendija, por daño en el encauchetado que aislaba el cable de la humedad y las sales del terreno (superior derecha); acero no aleado de bajo carbono agrietado en base de picaduras, el cual operó en medio acuoso aireado a 300 oC (central izquierda); duraluminio 7075 T6 con corrosión intergranular y posterior agrietamiento, en ambiente acuoso rico en cloruros (central derecha); latón con 35 % de Zn agrietado desde zonas dealeadas, en ambiente con aguas duras (inferior).
Fuente: elaboración propia.
Entre otras, las variables que influyen en si se producirá o no el agrietamiento y la cinética a la cual se dará, se encuentran: la temperatura, la presión, el grado de aireación de la solución, especies químicas presentes, concentración y actividad de los iones, pH de la solución, potencial electroquímico, viscosidad, nivel de agitación, nivel del esfuerzo, rata de deformación, estado de esfuerzos (plano o triaxial), tipo de carga (tensión, flexión, etcétera), composición química del metal, su microestructura (fases, tamaño de grano, inclusiones), su tendencia pasivante y su dureza.
Durante el diseño de un componente mecánico que operará en un ambiente que puede producirle agrietamiento, el diseñador deberá escoger la composición química y el nivel de dureza adecuado del material. Para escoger la aleación que se utilizará, se deberá evitar en lo posible usar aquellas que se sabe son susceptibles de agrietarse en el medio en que se operará (tabla 3.1), y si ello no es posible, documentarse bien sobre la mejor combinación de microestructura, composición específica de aleación y medio, temperatura y demás variables mencionadas, que minimizarán la ocurrencia del agrietamiento. Para que se produzca el agrietamiento bajo las soluciones mencionadas en la tabla 3.1, generalmente no se requieren grandes concentraciones de las especies químicas responsables; pueden incluso ser tan bajas como 10 ppm. En varios casos al incrementarse la concentración, aumenta la velocidad de nucleación y crecimiento de las grietas. En general, se escogen tratamientos térmicos y microestructuras que den durezas bajas, ya que ello asegura un bajo nivel de esfuerzos residuales y un material que, por tener microestructuras de baja energía, es menos susceptible a la corrosión y al agrietamiento por corrosión esfuerzo.
Tabla 3.1 Combinaciones aleación-medio ambiente reportadas que producen agrietamiento por corrosión esfuerzo**** [1719]
| Familia de aleación | Ambiente |
| Aceros de baja resistencia (durezas inferiores a 40 RC) | Halogenuros* en solución acuosa a Tamb, gas hidrógeno a temperaturas mayores de 200 oC (poco frecuente por las bajas durezas), soluciones cáusticas** a más de 100 oC, sulfuros en solución acuosa*** a Tamb (poco frecuente por las bajas durezas), nitrates (ion NO3–) en solución acuosa a más de 100 oC (poco frecuente por las bajas durezas), iones carbonato (CO3 =) o bicarbonate (HCO3–) en solución acuosa a 100 oC, mezclas gaseosas de CO, CO2 y H2O, soluciones acuosas con ácido sulfúrico a Tamb y mayors (poco frecuente por las bajas durezas), agua de mar a Tamb, agua aireada a alta temperatura en ambientes de calderas, amoniaco con trazas de oxígeno y CO2 a Tamb (poco frecuente por las bajas durezas) |
| Aceros de alta resistencia y baja aleación, aceros aleados de alta resistencia (durezas superiores a 40 RC) | Gas cloro a Tamb, HCl y HBr gaseosos a Tamb, halogenuros* en solución acuosa a Tamb, gas hidrógeno a Tamb, soluciones causticas** a más de 100 oC, H2S gaseoso a Tamb, sulfuros en solución acuosa*** a Tamb, nitratos (ion NO3–) en solución acuosa a más de 100 oC, soluciones acuosas con iones arsénico, antimonio y bismuto a Tamb, iones carbonato (CO3 =) o bicarbonate (HCO3–) en solución acuosa a 100 oC, mezclas gaseosas de CO, CO2 y H2O, soluciones acuosas con ácido sulfúrico a Tamb y mayores, agua de mar a Tamb, amoniaco con trazas de oxígeno y CO2 a Tamb |
| Aceros inoxidables austeníticos | Halogenuros* en solución acuosa en caliente, vapor de agua con cloruros, agua de mar, soluciones cáusticas (NaOH) a alta temperatura, agua aireada a alta temperatura en ambientes de calderas |
| Aceros inoxidables austeníticos sensibilizados | Halogenuros* en solución acuosa en caliente, iones fluoruro a Tamb, O2 disuelto en agua líquida a 300 oC, ácido politiónico (H2SnO6) a Tamb, agua de mar |
| Aceros inoxidables ferríticos y duplex (ferrita y austenita) | Halogenuros* en solución acuosa en caliente, vapor de agua con cloruros, agua de mar, soluciones cáusticas (NaOH) a alta temperatura. Estos aceros, en general, son más resistentes al agrietamiento que los austeníticos |
| Aceros inoxidables martensíticos y endurecibles por precipitación | Cloruros en solución acuosa y otros medios corrosivos, donde predomina el mecanismo del agrietamiento por hidrógeno, especialmente a altas durezas |
| Aleaciones de titanio | Sales de cloruros fundidas (260 a 480 oC), ácido nítrico a más de 100 oC y sus vapores, halogenuros* en solución acuosa a Tamb, N2O4 líquido a 50 oC, alcoholes metil o etil con o sin halogenuros* a Tamb, agua de mar |
| Aleaciones de aluminio | Halogenuros* en solución acuosa a Tamb, vapor de agua a Tamb, ácido nítrico a más de 100 oC, agua de mar a Tamb |
| Aleaciones de magnesio | Halogenuros* en solución acuosa a Tamb, ambiente atmosférico marino, agua aireada a Tamb, agua destilada a Tamb |
| Aleaciones de cobre | Mezclas gaseosas con SO2 a Tamb, mezclas gaseosas con óxidos de nitrógeno a Tamb, mezclas gaseosas y soluciones acuosas con amoniaco a Tamb, agua pura en algunos casos |
| Aleaciones de níquel | ácido politiónico (H2SnO6) a Tamb, soluciones acuosas con ions fluor a Tamb, vapor de agua, soluciones acuosas con iones plomo, soluciones acuosas con Cl– + H2S + CO2 a altas temperaturas, soluciones de NaOH a altas temperaturas |
| * Sales con iones flúor, cloro, bromo, yodo o ástato. ** Hidróxidos como LiOH, NaOH, KOH. *** Por ejemplo, H2S disuelto en agua. **** Se deben agregar los agrietamientos por evolución de hidrógeno asociados a la acción corrosiva en otros medios (agrietamientos catódicos). | |
Desde el diseño se deberá propender por mantener los esfuerzos aplicados y residuales bajos. Los esfuerzos residuales pueden provenir de fabricación, por tratamiento térmico, soldadura, trabajo en frío, etcétera, o generarse en servicio; por ejemplo, cuando la acumulación de productos de la corrosión genera cuñas que esfuerzan piezas bajo unión. Los ajustes prietos entre piezas pueden promover el agrietamiento, por lo que se debe ser cuidadoso en la selección de este tipo de uniones en ambientes corrosivos. Dilataciones o contracciones térmicas también pueden generar esfuerzos que degeneren en agrietamiento. La protección catódica y la presencia de algunos aniones no fragilizantes pueden, en algunos casos, evitar o aminorar la velocidad del agrietamiento. Sin embargo, en la protección catódica se debe ser cuidadoso de no promover una excesiva evolución de hidrógeno, lo cual también puede promover el agrietamiento.