Kitabı oku: «Yacht- und Bootsbau», sayfa 5
Zeichnung 24
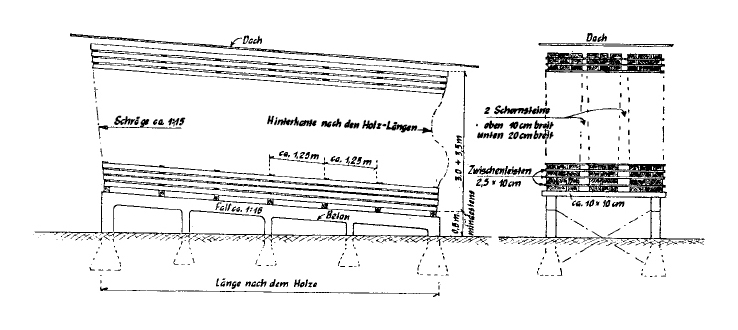
Um zu verhindern, daß die oberste Lage des Schnittholzes Regenwasser erhält und daß Regen in die Schächte gelangt, ist es zu empfehlen, oben auf den Stapel ein Dach zu setzen. Dieses Dach soll etwa 15 cm über dem Stapelholz liegen, so daß unter ihm die Luft frei zirkulieren und vor allem die aus den Schächten aufsteigende Luft abfließen kann. Das Dach soll an den Seiten etwa 10 bis 15 cm, aber vorne und hinten (über dem Hirnholz) etwa ½ bis 1 m überstehen.
Die Höhe und die Breite des Stapels hängt viel von der Baukunst der stapelnden Männer ab, aber über 3,5 m Höhe zu gehen ist nicht sehr praktisch, ebenfalls nicht über 2,5 m Breite des einzelnen Stapels.
Zwischenleisten zwischen den einzelnen Planken verhindern, daß die Planken unmittelbar aufeinanderliegen und an den Berührungsstellen wegen Luftmangels verderben. Für Plankenholz beträgt die Stärke dieser Leisten, die den Luftraum bestimmen, 25 mm, für stärkeres Holz nimmt man gerne 30 bis 35 mm. Die Breite der Leisten brauchte an sich nicht größer als ihre Dicke zu sein, es ist aber zu bedenken, daß bei einem 3 m hohen Stapel der Druck auf die Leisten unten im Stapel durch das Gewicht der darüber lagernden Hölzer schon recht beträchtlich sein kann, so daß Druckschäden im Lagerholz entstehen können. Naturgemäß ist Weichholz empfindlicher und benötigt daher breitere Zwischenleisten, oder die Leisten müssen in einem geringeren Abstand gelegt werden als bei Hartholz. So sind Zwischenleisten 25 × 40 bis 30 × 100 mm durchaus in Gebrauch. Es leuchtet ein, daß die Zwischenleisten alle genau übereinandergelegt werden müssen, wenn kein Schaden entstehen soll. Deshalb müssen auch alle Leisten in einem Stapel genau gleich stark sein.
Das Holz, aus dem die Leisten bestehen, muß einwandfrei gesund, trocken und sauber sein, da anderenfalls die Gefahr besteht, daß Krankheitskeime und Fäulnis durch sie in das gesunde Lagerholz übertragen werden.
Beim Auflegen der Stapel ist daran zu denken, daß die höhere Frontseite (in Bild 24 ganz rechts) für das Eindringen von Regen von der Seite her gefährlicher ist als die niedrigere Frontseite, weil das Wasser längs den Planken bis zur nächsten Zwischenleiste laufen und hier stehenbleiben kann. Deshalb soll der Dachübetstand an der höheren Frontseite besonders groß sein. Da er aber vornehmlich die oberen Plankenlagen schützt, empfiehlt es sich, zum Schutze gerade der unteren und untersten Lagen die Planken nach außen etwas überstehen zu lassen, so daß jede höhere Planke etwas über die untere nach außen, also zur Lagerstraße zu, übersteht. Eine Schräge nach außen etwa 1:10 oder 1:12 hat sich als zweckmäßig erwiesen.
Das Dach wurde bereits erwähnt; sein Nutzen bezieht sich außer auf Regen, Schnee und so weiter auch auf die Sonne. Ohne Dach würde die oberste Planke zu scharf den Sonnenstrahlen ausgesetzt sein und mit den bekannten Folgeerscheinungen zu schnell trocknen. Ist es möglich, ein festes Dach zu errichten, so liegt es nahe, durch Anfügen von Seitenwänden einen Schuppen herzustellen. Diese Seitenwände werden zweckmäßig so ausgeführt, daß der Luftdurchtritt nach Erfordernis gesteuert werden kann, so daß je nach der Luftfeuchtigkeit, der Temperatur, dem Winde und dem Wunsche, schnell oder behutsam zu trocknen, die Luftklappen oder Luftschlitze mehr oder minder geöffnet werden können. Trotzdem ist es wohl die Regel, daß im Schuppen langsamer getrocknet wird als in Stapeln mit Einzeldächern, da ja (bei größeren Schuppen) die großen Luftquerschnitte der Haupt- und Seitenwege des offenen Trockenplatzes zumindest in ihrer Funktion als Luftzirkulationswege fehlen. Andererseits kann man das Trocknen in Einzel-Stapeln verlangsamen, indem man die Stapel größer aufbaut, die einzelnen Schächte kleiner macht, die Zwischenleisten dünner wählt und die Haupt- und Seitenwege des Trockenplatzes enger anordnet.
Hirnholz-Schutz bei lagerndem beziehungsweise trocknendem Holz ist deshalb notwendig, weil Wasser oder Feuchtigkeit im Holz in dessen Längsrichtung viel schneller wandert als radial oder tangential. So kommt es, daß das Holz über seine Hirnholzflächen (Querschnittsflächen) sehr viel stärker Wasser verdunstet als über seine übrigen Oberflächen, denn das verdunstete Wasser strömt leicht nach, ähnlich vielleicht wie Öl durch einen Docht der Stelle zufließt, an der das Öl (bei der Lampe durch Verbrennung) verbraucht wird. Die Wirkung dieses Vorganges ist nun die, daß in der Nähe des Hirnholzes Zonen erheblich geringerer Feuchtigkeit als im übrigen Holz entstehen. Die Folge dieses zonenmäßigen überschnellen Trocknens ist das Reißen, ähnlich wie es in Bild 2 dargestellt wurde, sowie das Auftreten anderer, ähnlicher Schrumpfungsschäden.
In Zeichnung 2 wurde als Gegenmittel das Aufnageln einer kleinen Schutzleiste bereits gezeigt. Heute bringt man statt dessen vielfach wellenförmige Klammern aus dünnem Blech an, die in das Hirnholz eingeschlagen werden (vergleiche Zeichnung 25). Sicherlich kann man auf diese Weise schwere Reißschäden verhindern, aber man verhindert gleichzeitig das „natürliche“ Schrumpfen, das zum normalen Trocknen des Holzes gehört, und bringt wohl auf diese Weise unerwünschte Störungen in den Ablauf des natürlichen Trocknens und Schrumpfens.

Zeichnung 25: Wellenförmige Klammer im Hirnholz einer Planke verhindert das Spalten während des Trocknens.
Eine mehr natürliche Art, das Wasser-Verdunsten über das Hirnholz zu verhindern (oder zu vermindern), scheint mir ein das Hirnholz deckender Farb- oder Lackanstrich zu sein. Wenngleich es Spezialfarben für diesen Zweck gibt – wie zum Beispiel einen bestimmten Aluminiumlack – möchte ich doch wohl annehmen, daß jede wasserfeste Farbe, welche die Poren des Hirnholzes bei ein- oder mehrmaligem Anstrich verschließt, geeignet ist und eine Werft hier gut ihre Farbreste verwerten kann. Man soll nur darauf achten, daß das Lösungsmittel nicht die Holzstrukturzerfrißt und das Pigment keine mineralischen oder grob-metallischen Bestandteile aufweist, die später die verschiedenen Holzbearbeitungsmaschinen und -werkzeuge beschädigen können.
Künstliches Trocknen des Holzes wird in besonderen Trockenkammern durchgeführt Dadurch, daß die Temperatur des Trockenraumes sowie die relative Luftfeuchtigkeit im Raume genau unter Kontrolle gehalten werden können – was ja beim natürlichen Trocknen unmöglich ist –, kann man beim künstlichen Trocknen eine ganz bestimmte Feuchtigkeit des behandelten Holzes erzielen. In dieser Richtung ist mithin die künstliche der natürlichen Trocknung unbedingt überlegen. Andererseits ist es aber auch möglich, durch Steigern der Temperatur, Senken der relativen Luftfeuchtigkeit und Erhöhen des Luftumlaufes im Trockenraum die Trocknungszeit abzukürzen. Dieses Abkürzen kann recht angenehm sein, wenn ein bestimmtes Holz in kurzer Zeit gebraucht wird. Diese Abkürzung der Trocknungszeit kann aber auch zu schweren Trocknungsschäden im Holz selbst führen – Schäden, wie sie bereits angegeben worden sind. Nimmt man die Tatsache hinzu, daß man sich bei Benutzung der Trockenkammer leicht dazu verleiten läßt, die Feuchtigkeit des zu verbauenden Holzes geringer als erforderlich anzufordern (etwa in der Hoffnung, auf diese Weise ein besonders dichtes Boot bauen zu können), so kann es leicht dazu kommen, daß das „übertrockene“ Holz dort, wo es im Boot gebogen werden soll, zu spröde ist und bricht, daß es weiterhin beim späteren Naßwerden (etwa in Teilen des Bootes, die mit dem Wasser in unmittelbare Berührung kommen) zu sehr quillt und dadurch Deformationen oder gar Zerstörungen im Boot hervorbringt.
So ist es nicht verwunderlich, wenn vielfach dem künstlich getrockneten Holz ein starkes Mißtrauen entgegengebracht wird. Bei objektiver Betrachtung ergibt sich aber, daß sich das Mißtrauen lediglich gegen falsch oder zu hastig getrocknetes Holz zu richten hat und nicht gegen das System als solches.
Grundsätzlich ist wohl zu sagen, daß langsames Trocknen besseres Holz erzeugt als schnelles Trocknen. Das gilt für natürliches und künstliches Trocknen gleichermaßen. Bedenkt man nun aber, daß das natürliche Trocknen gewissermaßen wellenförmig vor sich geht, indem die relative Luftfeuchtigkeit einmal abnimmt (in dieser Zeit trocknet das Holz) und dann wieder zunimmt (in dieser Zeit trocknet das Holz nicht mehr, stagniert oder wird sogar wieder etwas feuchter), so müßte man doch besseres Holz erhalten, wenn man die gleichlange Gesamtzeit verwendet, dabei aber, ohne rückläufige Wellen, gleichmäßig und langsam weitertrocknet. Denn dann trocknet man ja tatsächlich langsamer. Man würde aber Zeit sparen, wenn man gleichschnell und ohne Wellen trocknet – man würde die Zeit, die die Welle benötigt, ja stets überbrücken.
Noch etwas sei erwähnt. Um schadenfrei schnell zu trocknen, erhöht man die Lufttemperatur und gleichzeitig die Luftfeuchtigkeit, indem man Dampf zusetzt. Es wäre denkbar, die vorhandene Apparatur überhaupt zum Dämpfen des Holzes (mit!) auszunutzen mit dem Ziel, das Holz zu entsaften (vergleiche Abschnitt 3 hinsichtlich Entsaften). Anschließend könnte dann der eigentliche Trocknungsprozeß beginnen.
Wie vielleicht bekannt, ist das Kunsttrocknen eine Wissenschaft für sich, und es muß hier auf die einschlägige Spezialliteratur und auf die Bedienungsvorschriften für Trockenkammern hingewiesen werden. So sei allgemein nur angedeutet, daß die Trocknungszeiten abhängen:
1. Von der Qualität des Endproduktes. Je besser das Holz sein soll, desto länger ist seine Trocknungszeit.
2. Von der Anfangsfeuchtigkeit, mit der das Holz in die Trockenkammer kommt.
3. Von der Endtrockenheit oder Endfeuchtigkeit, mit der das Holz die Trockenkammer verläßt.
4. Von der Stärke des Schnittholzes, da dünnes Holz leichter durchtrocknet als dickes Holz.
Die Bauart und das Arbeitsverfahren der Trockenkammern sind recht verschieden, was auch mit ihrer Größe und wohl auch mit der Art des zu verarbeitenden Holzes zusammenhängt. Wichtig für alle Kammern ist die Bewegung der Luft in ihnen, die von außen her durch Einblasen oder durch eingebaute Ventilatoren erfolgen kann. Nach dem zu erwartenden Luftstrom müssen die Hölzer derart gestapelt werden, daß sie selbst oder die hier ebenfalls erforderlichen Zwischenleisten nicht quer zum Luftstrom stehen. Da man die Kammern möglichst gut ausnützen will, liegt viel an der Verwendung dünner Zwischenleisten und sorgfältiger Stapelung. Durch dünne Zwischenleisten wird aber wiederum der Querschnitt für die zirkulierende Luft geringer, was zur Folge hat, daß die Umlaufgesch windigkeit der Luft erhöht werden muß.
Chemische Hilfen beim Trocknen des Holzes kann man anwenden, um das durch zu starkes Oberflächen-Trocknen hervorgerufene Spalten und Splittern des Holzes zu vermeiden oder zu verringern. Diese Holzschäden entstehen, wie bereits erwähnt wurde, ja dadurch, daß das Holz durch und durch leider nicht gleichmäßig, sondern vom Rande her trocknet, um so ungleichmäßiger, je dicker die einzelnen Teile sind. Man müßte, um das Splittern zu vermeiden, gerade diese dicken Stücke sehr langsam trocknen lassen, mit dem Erfolg, daß die Trocknungszeit wegen ihrer Dicke unendlich lang werden müßte.
Die Chemie kann uns hier etwas helfen. Behandelt man die Oberfläche derartiger Stücke zum Beispiel mit Kochsalz, das trocken auf das grüne Holz aufgetragen wird, wobei es sich löst und in das Holz eindringt, so wird die so behandelte Holzschicht stark hygroskopisch, nimmt also aus der Luft sehr viel mehr Feuchtigkeit auf als das ungesalzene Holz. Gerade das will man. Die äußeren Holzschichten, die zum Aufsplittern neigen, werden durch das Salz künstlich feucht gehalten. Eigenartigerweise wird hierdurch das Trocknen der inneren Schichten des Holzes nicht oder kaum beeinflußt: Sie geben ihre wegzutrocknende Feuchtigkeit an die gesalzenen Schichten und durch diese ganz nach außen ab, wo sie verdunstet. So bleiben innere und äußere Holzschichten in ihrem Feuchtigkeitsgehalt einander ähnlicher, und der Grund des Splitterns entfällt.
Wird das betreffende Stück für den Einbau im Schiff bearbeitet, so kann oder sollte die chemisch behandelte Schicht entweder verschwinden – was vielfach durch das Bearbeiten des Holzes sowieso geschieht – oder das chemische Hilfsmittel, beispielsweise das Salz, sollte wieder ausgelaugt werden; es sei denn, es handelt sich um einen Bauteil wie etwa den Kiel eines Schiffes, der dem Wasser sowieso ausgesetzt bleibt oder bei dem der Salzgehalt eine konservierende Wirkung ausübt, ohne weiteren Schaden anzurichten. Allerdings sei dabei erwähnt, daß Salz die Korrosion von Stahl, zum Beispiel Stahlbolzen, sehr stark fördert.
Der Vollständigkeit wegen sei noch bemerkt, daß es noch andere Spezialmittel außer Salz gibt, die durch Aufstreuen, durch Überpinseln oder durch Tauchbäder an das Holz herangebracht werden können. Normales Salz scheint aber doch das einfachste und billigste Mittel zu sein.
Holzlagern nach dem Trocknen unterscheidet sich im Prinzip kaum von dem Lagern, das mit dem Ziel des Trocknens vorgesehen wurde. Man kann nur jetzt das Holz sehr viel dichter stauen und dadurch Lagerfläche oder Lagerraum einsparen. Ist man sicher, daß von außen kein Wasser an das Holz gelangen kann – etwa beim Lagern in einem Lagerschuppen –, so können die Zwischenleisten fehlen, und das Holz kann massiv aufeinander gestapelt werden, oder aber man verwendet nur ganz dünne Zwischenleisten. Die erwähnten Schächte im einzelnen Stapel können vollkommen fehlen, und das Holz kann auch seitlich dicht an dicht gestapelt werden. Die Seitengänge und die Hauptgänge zwischen den Stapeln können wegfallen oder beliebig klein gehalten werden; sie werden nur noch als Zugang und für den Transport des Holzes, nicht aber mehr für die Luftbewegung benötigt.
Holz, das aus dem Trockenofen kommt und, wie üblich, mit etwa 8 % Feuchtigkeit erheblich trockener ist als das in der Luft getrocknete Holz und in diesem Zustande bis zur Verwendung bleiben soll, muß in einem besonderen, geschlossenen Raum gelagert werden, und dieser Raum muß in seiner Temperatur und Luftfeuchtigkeit so gehalten werden, daß das Holz seinen Feuchtigkeitsgrad behält. Mit anderen Worten: während des Winters muß dieser Schuppen geheizt werden. Da es sich indessen um Holz handelt, das im allgemeinen trockener als die umgebende Luft ist, von der es möglichst wenig zusätzliche Feuchtigkeit aufnehmen soll, empfiehlt es sich hier, das Holz solid zu stapeln, also die Zwischenleisten vollkommen fortzulassen.
Sperrholz kann auf dieselbe oder ähnliche Weise gestapelt werden wie im Trockenofen getrocknetes Holz, da es eine gleiche oder ähnliche Feuchtigkeit besitzt. Wird Sperrholz auf andere Weise gelagert, so daß die normale und oft wechselnde Luftfeuchtigkeit an das Holz gelangen kann, ist es möglich, daß die obersten Tafeln eines soliden Stapels (die ja nur von der Oberseite her feuchter werden können) sich etwas werfen. Bei sehr starker Feuchtigkeitsaufnahme von beiden Seiten kann Sperrholz auch in der Leimung Schaden nehmen, wenn es unter diesen Bedingungen längere Zeit lagern muß, besonders wenn es sich um „normales“ Sperrholz handelt, wie es etwa für den Möbelbau und dergleichen verwendet wird. Sogenanntes Marinesperrholz, Bootsbausperrholz oder kochfestes Sperrholz darf allerdings keine Schäden bekommen.
12. Das Biegen von Holz (außer Sperrholz)
Sehr viele Bauteile eines hölzernen Schiffes oder Bootes sind mehr oder minder stark gekrümmt. Man kann sie auf verschiedene Weise herstellen:
a) Man sägt sie aus einem geraden Stück Holz aus. Der so gewonnene Bauteil hat nur geringe Festigkeit, weil die Fasern nicht mit der Krümmung laufen oder, wie man sagt, der Teil „überspohnig“ ist. Es entsteht außerdem sehr viel Verschnitt.
b) Man sägt sie aus einem gekrümmt gewachsenen Stück Holz aus, wobei die natürliche Krümmung des Holzes möglichst gut mit der Krümmung des herzustellenden Bauteiles übereinstimmen solL Das so gewonnene Stück ist gut. Diese Methode wird bei den „gewachsenen Spanten“ und ähnlichen Bauteilen, Knien und dergleichen angewandt. Der Verschnitt ist nicht sehr groß, doch wird ein großes Lager von Krummholz (der verschiedensten Formen) benötigt (vergleiche auch Abschnitt 4 „Krummer Wuchs“).
c) Man biegt das Holz in die gewünschte Form ohne Hilfsmittel wie Dämpfen und dergleichen. Das Verfahren wird etwa bei den Außenhaut- und Decksplanken angewandt. Der Verschnitt ist gering; der Bauteil hat die mitlaufende Faser, aber die Krümmung kann nicht sehr stark sein. So kann es schon leicht vorkommen, daß bei völligen Fahrzeugen die Außenhautplanken, etwa bei einem völligen Spitzgatheck, nicht mehr auf diese „kalte“ Weise hingebogen werden können. Die auftretenden Kräfte sind zu groß, im Stück selber sitzt zu starke Spannung, so daß man Sorge haben muß, daß es bei der geringsten zusätzlichen Belastung brechen könnte.
d) Man biegt das Holz, nachdem es vorher durch Dämpfen weich gemacht worden ist. Hierbei sind erheblich stärkere Krümmungen erzielbar.
e) Bei noch stärkeren Krümmungen, als sie unter d) möglich sind, wird lamelliert, das heißt der betreffende Bauteil wird aus mehreren dünneren Teilen, die ja stärker gebogen werden können als ein dickeres Teil, zusammengeleimt.
In diesem Abschnitt 12) soll speziell das unter d) erwähnte Verfahren behandelt werden. Es gelangt speziell beim Bau von Spanten zur Anwendung. Zunächst sollen einige grundlegende Bemerkungen über das Dampf-Biegen von Holz gemacht werden.
Alle Holzarten lassen sich dämpfen und biegen; am besten und stärksten Harthölzer wie Eiche, Esche, Ulme und Buche. Der Krümmungsradius, der im besten Falle beim Biegen dieser Harthölzer, auf der konkaven Seite gemessen, erreicht werden kann, beträgt 3- bis 4mal die Dicke des betreffenden Stückes; bei Weichhölzern dagegen etwa das 18fache! Hierbei ist stets vorausgesetzt, daß die zu biegenden Hölzer in jeder Hinsicht sorgfältig ausgewählt worden sind. Das Holz muß gerade gewachsen sein, die Maserung muß gut in seiner Längsrichtung laufen, es dürfen keine schädlichen Äste (vergleiche Abschnitt 4 „Ästigkeit“), desgleichen keine Risse oder sonstigen Unregelmäßigkeiten vorhanden sein, und das Holz soll nicht zu alt, also nicht aus dem innersten Kern des Stammes geschnitten sein.
Über den günstigsten Feuchtigkeitsgrad der Hölzer für das Dämpfen gehen die Ansichten ander. Da beim Biegen selbst die Holzfeuchtigkeit groß sein soll (man rechnet mit 20 bis 30 %), liegt es nahe, nasses oder grünes Holz zum Dämpfen zu geben. Man hat dabei den Vorteil, daß das Holz schneller weich gedämpft wird, als wenn man trockenes Holz verwendet. Denn weich ist das Holz dann, wenn es naß und heiß ist. Da beim Biegen die inneren Partien des zu biegenden Stückes ziemlich unverändert bleiben, dafür aber die äußeren und die äußersten Schichten stark verändert werden müssen, ist es erklärlich, daß eben diese äußeren Schichten naß und heiß gemacht werden müssen. Und das gelingt bei Hölzern, die feucht oder naß in das Dampfbad kommen, schneller als bei trockenen Hölzern. Nasses Holz braucht an sich nur erhitzt zu werden, um in den gewünschten Zustand „naß und heiß“ zu gelangen, während trockenes Holz sowohl erhitzt als auch angefeuchtet werden muß. Deshalb erscheint es für trockenes Holz am günstigsten, es in Wasser zu kochen. Nasses Holz oder feuchtes Holz wird allgemein im „Dampfkasten“ behandelt, einem dichten Gefäß, in das nasser Dampf hineingeleitet wird. Wird trockenes Holz ebenfalls im Dampfkasten zum Biegen vorbereitet, so ist darauf zu achten, daß der Dampf wirklich naß ist. Andernfalls gelingt es nicht, dem Holz Feuchtigkeit zuzuführen. Ja, man kommt sogar in die Gefahr, das Holz während des Dämpfens zu trocknen (vergleiche auch „künstliches Trocknen“ im Abschnitt 11).
Das Dämpfen und Kochen verbessert das Holz noch insofern, als die im Holz sitzenden Säfte herausgetrieben werden. Über die Bedeutung des Saftes im Holz wurde in Abschnitt 3 berichtet. Für das Biegen sind die Verfahren Dämpfen und Kochen etwa gleichwertig. Bei provisorischen Anlagen bedient man sich meist des Kochverfahrens, weil es leichter durchzuführen ist. Wie Zeichnung 26 zeigt, genügt ein schräg gestelltes verzinktes Stahlrohr oder besser ein Kupferrohr mit einem Holzfeuer darunter. Werkstätten, die oft Hölzer biegen müssen, bedienen sich des Dämpfens. Dem Dampfkasten wird der Dampf durch eine Rohrleitung vom Dampferzeuger zugeleitet. Diese Leitung und der Kasten müssen gegen Wärmeverlust (etwa im Winter) gut isoliert sein. Der (längliche) Dampfkasten muß an einer Seite einen schnell und dicht schließenden Verschluß bekommen. Stahlteile sind im Innern des Kastens völlig zu vermeiden oder in gut verzinktem Zustande zu erhalten. Andernfalls verfärbt sich das Holz, insbesondere das Eichenholz, sehr stark. Nach einiger Zeit wird Eichenholz blauschwarz, die Verfärbung dringt tief in das Holz ein. Sie ist eine Folge der im Holz enthaltenen Gerbsäure, die ihrerseits wiederum sehr heftig den Stahl angreift. Daher sieht man vielfach Dampfkästen, die völlig eisenfrei hergestellt worden sind (Zeichnung 27).
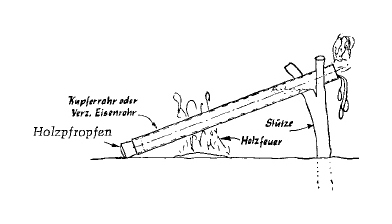
Zeichnung 26: Primitive Anlage zum Kochen von Spanten. – Oben aus dem Rohr hängen Schlaufen heraus, mit denen man die einzelnen Hölzer aus dem Rohr herausziehen kann.

Zeichnung 27: Hölzerner Dampfkasten mit dicht schließendem Schnellverschluß an einem Ende und mit Dampfzufuhr an einem primitiven Dampferzeuger am anderen Ende.
Die zum Weichmachen des Holzes erforderliche Dämpf- oder Kochzeit richtet sich durchaus nach der Dicke der einzelnen Stücke. Als alte Faustregel gilt „je Zoll Holzstärke eine Stunde Dämpfzeit“, so daß also ein Spantprofil 75 × 100 mm drei Stunden dämpfen oder kochen müßte. Es zeigt sich, daß diese Zeit auch ausreicht, um den Saftgehalt zu beseitigen. Anfangs fließt der Saft als grünlicher Schleim aus dem Holz, gegen Ende der angegebenen Zeit zeigt sich kein Saft mehr.

Zeichnung 28: Ein Stab von 1,4 cm Breite und 5,96 cm Länge wird über einen Radius von 3,1 cm um 90° gebogen. – Falls er dabei nicht bricht, verlängert er sich außen auf 7,06 cm und verkürzt sich innen auf 4,86 cm, während seine Mitte, seine neutrale Schicht, gleich lang bleibt.
Insbesondere gedämpftes Holz hat die Eigentümlichkeit, daß es sich wohl (durch entsprechenden Druck) etwas verkürzen oder stauchen, nicht aber strecken oder verlängern läßt. Würde man die entsprechende Zugkraft aufbringen, so würde das Holz eher brechen oder zerreißen als (merklich) länger werden.
Wird nun ein Stab gebogen, so bleibt er in seiner Länge in der Mitte, in seiner neutralen Zone, unverändert, während die Außenseite (die konvexe Seite) sich verlängert und die Innenseite (die konkave Seite) sich verkürzt (vergleiche auch Zeichnung 28, die einen sehr stark gekrümmten Stab zeigt). Holz würde die in diesem Fall auftretende Verlängerung nicht ertragen, auch nicht im gedämpften Zustand. Um trotzdem starke Krümmungen möglich zu machen, hat sich ein Verfahren eingebürgert, das die neutrale Schicht an die Außenseite legt. Sie kann dann nicht verlängert werden, allerdings wird dafür die Innenseite um das doppelte Maß verkürzt. Man erreicht dieses Verhalten des Holzes dadurch, daß man es fest mit einer biegsamen Stahlschiene verbindet, etwa einem federnden Stahl-Lineal. Die Stahlschiene muß natürlich an der zukünftigen Außenseite der Krümmung liegen. Wie die Zeichnung 29 zeigt, hat die Schiene an beiden Seiten einen starken Anschlag, an den sich das Holz, das in seiner Länge genau zwischen die Anschläge passen muß, bei der Biegung anlegt. Das Biegen muß dann über eine Form, ein Modell oder eine Schablone erfolgen, wodurch das Spantenbiegen eine völlig andere Arbeit wird, als sie bisher üblich war (vergleiche Abschnitt 60).

Zeichnung 29: Derselbe Stab von Zeichnung 28 wird nunmehr mit Hilfe einer Biegeschiene wieder über 3,1 cm Radius gebogen. – Er bleibt jetzt außen gleich lang. Die alte neutrale Schicht und besonders die Innenseite werden gestaucht, die letztere auf 4,11 cm. Der erreichte Biegewinkel wird so auf 76° verkleinert.
Es ist auch möglich, Stahlschienen zu verwenden, die nur an einem Ende einen festen, am anderen Ende dagegen einen versetzbaren Anschlag haben, etwa in der Weise, wie die Knaggen an einer Schraubzwinge versetzt werden. Man kann dann die Stahlschiene für verschiedene Längen von Hölzern verwenden. Trotzdem muß gesagt werden, daß das Verfahren, Holz mit Hilfe der Schutzschienen zu biegen, sich besonders gut dort eignet, wo dasselbe Bauteil mehrfach, wenn nicht gar in Massen, hergestellt wird. Denn dann ist es möglich, die Schiene und vor allem das Modell speziell für den einen Fall genau passend herzustellen.
Spanten beispielsweise, die früher in das bereits vorhandene Boot hineingebogen oder über die auf Mallen oder Modellen aufliegenden Längslatten, Längsspanten oder Stringer hinübergebogen wurden, müssen nun nach dem neuen Verfahren über Modelle gebogen werden, wobei für jedes Spant, wenn man ganz korrekt vorgehen will, ein besonderes Modell angefertigt und auf dem Biegeplan befestigt werden muß. Allerdings kann der Backbord- und der Steuerbord-Teil über das gleiche Modell gebogen werden. Da diese Spanten nach dem Erkalten und Trocknen (wobei sie sich möglicherweise noch etwas verziehen können) nochmals nachgerichtet und vor allem geschmiegt werden müssen, hilft man sich oft in der Weise, daß über ein Modell nicht nur das zugehörige Spantenpaar, sondern auch noch das jeweils unmittelbar davor- und dahinterliegende Spantenpaar gebogen wird. Die Hauptdifferenz wird beim Zusammenbau mit der Bodenwrange ausgeglichen, die das Spantenpaar zusammenhält. Geringfügige Ungenauigkeiten beseitigt das Nachrichten.
Bei der Vornahme stärkerer Krümmungen ergeben sich einige Schwierigkeiten, die man aber überwinden kann, wenn man die Tricks kennt. Einmal nimmt der Stauchdruck im Holz, das von Anfang an (wie es sein soll) an den Anschlägen der Stahlschiene anlag, beim Fortschreiten der Biegung stärker zu, als dem Holz wohltut. Abhilfe: Zwischen den Anschlag am äußeren Ende der Stahlschiene und das Werkstück kommt eine Art Puffer oder Kissen aus weichem Holz, etwa Balsaholz, der oder das sich bei Zunahme des Druckes etwas zusammendrückt und somit dem Werkstück eine kleine Verlängerung gestattet. Vielleicht wäre auch ein federnder Gummiklotz an dieser Stelle denkbar. In jedem Fall muß aber die Federkraft des Puffers genau auf das zu biegende Stück abgestimmt sein. Denn wenn der Puffer zu sehr nachgibt, dann reißt das Werkstück an der Außenseite ein. Oder aber der äußere Anschlag ist mit einer Adjustierschraube versehen, die auf ein längs der Stahlschiene bewegliches Anschlagstück wirkt. Mit ihrer Hilfe kann der Nutzabstand zwischen den Anschlägen auf beiden Enden der Stahlschiene verändert werden. In unserem Fall wird nun während des Biegens die Schraube langsam etwas gelockert, damit der Nutzabstand vergrößert und dem Holz etwas Luft gegeben wird (Zeichnung 30). Dieses Zulassen einer gewissen Verlängerung des Holzes an seiner Außenseite führt deshalb zum Erfolg, weil ja, genau genommen, Holz doch ein wenig verlängert werden kann (etwa 1 bis 2 %). Andernfalls wäre ja die bisherige Biegemethode ohne Anwendung der Biege-Stahlschiene gar nicht möglich gewesen.

Zeichnung 30: Eine Biegeschiene mit einer festen und einer beweglichen Knagge. Beim Fortschreiten des Biegens soll die bewegliche Knagge etwas nach rechts herausgenommen werden.
Ob nun mit nachgebendem oder starrem Anschlag gearbeitet wird, es muß auf einen Punkt geachtet werden: Der Hauptdruck des Anschlages muß auf der Innenseite des Holzes erfolgen, so daß es wohl empfehlenswert ist, den Anschlag etwas unter 90 Grad gegen die Schiene zu halten (vergleiche Zeichnung 30).
Während des Biegens versucht nun das Holz auszuweichen, einmal senkrecht zur Biegeebene, bei einem Spant wäre das die Richtung längsschiffs. Man könnte als Gegenmittel das Spant in dieser Richtung etwas verstärken, wie das auch bei den nach alter Methode in das Boot hineingebogenen Spanten getan wurde. Deren Querschnitt war etwa im Verhältnis 1:1,5 (Dicke querschiffs: Breite längsschiffs) aufgeteilt. So wird das Ausweichen dem zu biegenden Spant erschwert. Allerdings würde das bedeuten, daß man die Widerstandskraft der verwendeten Stoffmenge nicht günstig ausnützt. Würde man das flach liegende Spant im Schiff um 90 Grad drehen, so daß seine längere Querschnittseite querschiffs zeigt, so gewinnt man eine Vergrößerung des Widerstands des Spants von 50 % bei gleicher Querschnittfläche des Spantprofils, bei gleichem eingebautem Gewicht, bei gleicher verbauter Holzmenge. Beim Umkanten eines Spantquerschnitts mit einem Rechteck-Querschnitt 1:2 in 2:1 würde man sogar 100 % Zuwachs an Widerstand gewinnen.
Somit kann das Verfahren, die Spanten breiter zu machen, nicht zufriedenstellen. Es wäre aber denkbar, mehrere Spanten in einem breiten Stück gemeinsam zu biegen und nach dem Biegen das Stück mit der Säge zu teilen. Beispielsweise sollen vier gleiche Spanten gebogen werden, jedes 50 mm hoch (querschiffs) und 30 mm breit (längsschiffs). Das Werkstück muß demnach 50 mm dick und 132 mm breit sein, wobei drei mal vier mm für Sägeschnitt und nachträgliche Bearbeitung gerechnet sind. Dieses Stück wird beim Biegen keinesfalls in der Querrichtung (also längsschiffs) ausweichen (vergleiche Zeichnung 30 a).
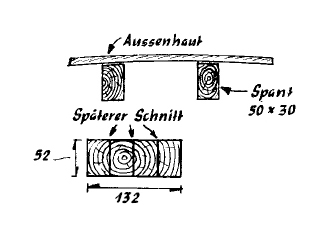
Zeichnung 30 a: Aus einem Stück ca. 132 × 50 mm werden vier Spanten von 50 × 30 mm gebogen und nach dem Biegen aufgeschnitten.
Weiterhin versucht das Werkstück, in der Biegeebene, und zwar besonders am Ende des Biegens, von der Schiene abzubiegen (vergleiche Zeichnung 31). Hiergegen hilft die Anwendung eines Hebels, der nach der „verkehrten“ Seite der Stahlschiene angebracht wird und beim Biegen durch seinen zusätzlichen Druck in der Biegerichtung das Ausweichen des Werkstückes verhindert. Bei kleinen Stücken kann dieser Druck von Hand ausgeübt werden, bei stärkeren Stücken ruft ihn eine Klammer hervor, die an passender Stelle in die Richtplatte oder Spantenbiegeplatte (am besten eine gußeiserne Platte mit sehr vielen gleichen Löchern zum Festsetzen der Klammern) eingesetzt ist, wobei zusätzlich ein Holzkeil nützlich sein kann.