Kitabı oku: «Yacht- und Bootsbau», sayfa 6

Zeichnung 31 und 31 a
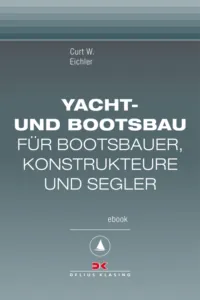
Die Zeichnung 32 a zeigt, wie diese Arbeit bei starken Stücken mit Hilfe einer Winde durchgeführt wird.
Zeichnung 32 a: Eine Spant-Biege-Platte nach Art der Richtplatte, aus Gußeisen (oder Hartholz) mit Löchern, in die Klammern hineingeschlagen werden. Diese Klammern halten das Modell fest. Eine Klammer (hinter einem Holzkeil) erzeugt die „zusätzliche Biegekraft“ der Zeichnung 31a.
Die beschriebene Biegearbeit ist zweifellos recht mühevoll und erfordert einige Vorrichtungen, die beispielsweise diejenigen Werften, die bislang Fischkutter aus Holz mit ausgesägten Spanten gebaut haben, nicht besitzen. Würde man indessen gerade jene Fischkutter mit gebogenen Spanten bauen, so würde man für die Spanten an im Kutter verbautem Holz nach Menge und Gewicht, bei gleicher oder höherer Festigkeit des fertigen Fahrzeuges, mindestens 50 % einsparen. Der Holzverbrauch ist zweifellos noch günstiger, und man kann die Ersparnis auf 60 % oder mehr ansetzen, da ja der beim Sägen der Spanten so große Verschnitt entfällt. Es muß daher die Bauweise „mit eingebogenen Spanten“, die bislang nur bei Yachten angewendet wurde, auch und gerade für den Bau hölzerner Fischkutter (und ähnlicher Fahrzeuge) empfohlen werden, zumal die mit der Biegeschiene gebogenen Spanten ja sehr viel stärker sind als die bisherigen gebogenen Spanten.
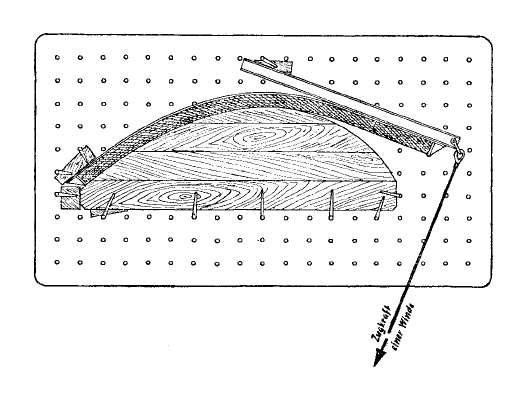
Zeichnung 32 b
13. Nachbehandlung warm gebogener Hölzer
Nach der alten, einfachen Methode, eingebogene Spanten haben die Tendenz, während des Erkaltens und Trocknens etwas von ihrer Krümmung zu verlieren, sich also etwas zu strecken. Hierdurch wird ein Boot, das ausschließlich mit derartigen Spanten gebaut wird, leicht im Deck ein wenig breiter und etwa in der Wasserlinie ein wenig schlanker. Vielleicht ist oder war dies mit ein Grund für die Beliebtheit der Bauweise, die „feste“ Spanten (gewachsene beziehungsweise gesägte Spanten oder Stahlspanten) und zwischen diesen je ein oder zwei eingebogene Spanten vorsieht. Die starren Spanten sollen das Boot in seiner korrekten Form halten. Auf jeden Fall ist es wichtig, beim Bau eines Bootes mit nachträglich eingebogenen Spanten durch Anbringen von provisorischen Decksbalken und sonstigen Versteifungen wie Schwertlatten und dergleichen den Bootsrumpf zu versteifen. Dieses geschieht so lange, bis die endgültigen Decksbalken eingebaut worden sind und das Boot hierdurch seine feste Form erhalten hat.
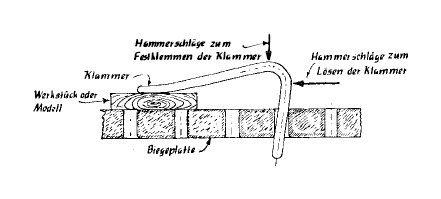
Anders ist es beim Nachbehandeln der mit der Biegeschiene über einem Modell gebogenen Spanten. Diese sind ja gewissermaßen, (zeitlich gesehen) vorgebogen. Sie wurden bearbeitet, als vom Boot bestenfalls der Kiel stand. Daher können sie nicht in eine Außenhaut hineingesetzt werden, sondern die Außenhaut wird erst später über ihnen selbst gebaut werden. Diese vorgebogenen Spanten müssen daher bis zum Erkalten und Trocknen anderweitig derart eingespannt bleiben, daß sie sich nicht wieder zurückbiegen können. Am einfachsten wäre es ja, wenn man die Spanten in ihrer Schiene auf der Spantenbiegeplatte eingespannt liegenlassen könnte. Aber diese Biegeplatte ist ein Arbeitsplatz und kein Lagerplatz, der möglichst schnell, nachdem das Spant fertig gebogen ist, geräumt werden muß. Bei leichteren Werkstücken kann es genügen, wenn kreuz und quer einige Latten aufgenagelt werden, insbesondere auch eine Latte, die die beiden Enden des Stückes miteinander verbindet. In das gedämpfte Holz lassen sich recht leicht Nägel eintreiben. Die entstandenen Löcher müssen mit in Kauf genommen werden (Zeichnung 33).
Zeichnung 33
Es kann während der Trockenzeit oder Abkühlungszeit passieren, daß an der Außenseite des Werkstückes (also an der auf Zug beanspruchten Seite) Zerstörungen im Holz auftreten, in demselben Holz, das den Biegeprozeß glücklich überstanden hat. Mit derartigen Ausfällen muß gerechnet werden. Sie sind dem Bootsbauer nicht unbekannt, denn beim althergebrachten „Einbiegen“ der Spanten in das bereits aufgeplankte Boot ohne Biegeschiene gab es während und nach dem Biegen ebenfalls häufig Bruch. Er entstand besonders dann, wenn von ungeübten Helfern nicht verhindert wurde, daß sich das Werkstück an einer Stelle zu stark einbog.
Diesem Nachbrechen beim vorgebogenen Spant kann man wirksam begegnen, wenn man das Werkstück nach dem Biegen unter der Druckwirkung der Biegeschiene beziehungsweise ihrer beiden Anschläge stehenläßt. Die erwähnte Latte vom einen zum anderen Ende des Stückes kann jetzt durch einen Draht oder eine Kette von Anschlag zu Anschlag ersetzt werden. Gerade auch für stärkere Stücke wird diese Methode empfohlen. Es ergibt sich jetzt allerdings ein großer Verbrauch von Biegeschienen, die vorrätig zu halten wären. Ihm begegnet man damit, daß doppelte Schienen verwendet werden. Die leichtere innere bleibt am Werkstück während der Trocknungszeit. Die äußere stärkere übernimmt die Kräfte während des Biegens, wird nach Beendigung des Biegens abgenommen und kann sofort wieder verwendet werden.
Auch durch zu schnelles Abkühlen der gebogenen Stücke kann ein Aufreißen und Platzen der Außenschicht vorkommen. Der Grund ist wohl der, daß das Innere des Stückes mit dem Abkühlen weit hinter den Außenseiten herhinkt, wodurch gewaltsame Dampfausbrüche erfolgen, die den Zusammenhang des Holzes zerstören können. Es kommt dies namentlich bei stärkeren Stücken vor. Als Gegenmittel wird langsames Abkühlen in warmen Räumen empfohlen, eventuell auch in warmem oder zunächst heißem Wasser, das sich langsam abkühlt.
14. Das Biegen von Sperrholz
Zur Begriffsklärung sei vermerkt, daß zunächst das Biegen von ebenen Sperrholzplatten, die ihrerseits im ebenen Zustand hergestellt worden sind, behandelt werden soll. Es ist nämlich auch möglich, über entsprechenden Formen oder Modellen von vornherein gekrümmtes Sperrholz zu erzeugen, welches man alsdann „vorgeformtes Sperrholz“, im Englischen „molded plywood“, nennt.
Normales, ebenes Sperrholz kann sehr wohl gebogen werden, in beschränktem Maße sogar zu doppelter Krümmung. Der Radius der erreichbaren Krümmung hängt aber von sehr vielen Faktoren ab, so daß er nicht, wie bei natürlichem Holz, mit einiger Sicherheit vorher angegeben werden kann. So wird es dann immer wieder auf Versuche ankommen, und bei dem nachfolgenden „echten“ Biegen müssen die verschiedenen Versuchsbedingungen genau eingehalten werden, wenn man die erwarteten Resultate erzielen will.
Begünstigt wird das Biegen durch folgende Faktoren:
a) Die Qualität des Sperrholzes muß sehr gut sein. Dies bezieht sich auf die Verleimung, auf die Holzart und auf die Auswahl der verwendeten Furniere. Denn diese dürfen keine Fehler zeigen, besonders nicht in der äußersten Lage. Auch muß das Furnier genau parallel zu seiner Faser geschält worden sein, das heißt, es darf auf keinen Fall schräg zur Faser laufen, was um so schwieriger wird, je dünner die Furniere sind.
b) Die einzelnen Furniere sowie das ganze Sperrholz müssen dünn sein. Bei gleicher Sperrholzdicke läßt sich eine siebenschichtige Platte besser biegen als eine fünf- oder gar dreischichtige Platte. Auch wird einleuchten, daß sich eine dünne Platte leichter biegt als eine dicke Platte.
c) Die Außenfurniere sollen möglichst parallel zur Biegeachse liegen.
d) Nässe begünstigt das Biegen.
e) Hitze begünstigt das Biegen.
f) Bei gleichzeitiger Anwendung von Nässe und Hitze werden die besten Erfolge erzielt.
Die Festigkeit des gebogenen Sperrholzes scheint etwas geringer zu sein als diejenige des vergleichbaren, aber vorgeformten Sperrholzes. Es wird empfohlen, bei Anordnung von Spanten oder Balken hierauf Rücksicht zu nehmen, das heißt bei Booten aus vorgeformten Hölzern können diese in etwas größerem Abstand stehen. Besonders gilt das Gesagte für diejenigen Holzteile, die durch Wasseraufnahme (etwa wie bei den unteren Außenhautteilen und dem Boden) eine Veränderungsmöglichkeit besitzen.
Bei geringen Biegungen, wie etwa bei der Außenhaut von Booten mit geraden Spanten (beispielsweise Knickspantern), läßt sich das Sperrholz ohne jede Vorbehandlung, also kalt und trocken, in die gewünschte Form bringen. Bei Decks, bei denen die Linie „Mitte Deck“ nur einen geringen Sprung aufweist, läßt sich das Sperrholz sogar in zweifacher Richtung ohne Vorbehandlung krümmen. Der Sprung (positiv oder negativ) muß schon recht kräftig sein, desgleichen die Balkenbucht, oder aber das Deck sehr stark, wenn man hier mit Nässe oder Wärme oder gar beidem vorarbeiten muß.
Starke Biegungen, die an die (durch Versuch ermittelte) Grenze des Möglichen herangehen, vermeide man auf jeden Fall. Einmal besteht schon bei dem Biegen selbst die Gefahr des Bruches, da nicht alle Platten genau gleich sein oder der Versuchsplatte entsprechen können. Dann kommt das Holz unter eine starke Vorbelastung, in der es im eingebauten Zustand verbleiben und wodurch seine Gesamtfestigkeit ohne Zweifel leiden muß. Mit anderen Worten: Bei späterer, während des Gebrauches des Bootes auftretender Belastung des Bauteiles muß eher mit Bruch gerechnet werden.
Mitunter wird das Sperrholz trocken über einer erhitzten Form gebogen, wobei die Berührung vom Holz zur erwärmenden Form nur während des Biegens erfolgt. Es ist einleuchtend, daß diese Methode nur bei dünnen Platten, die schnell durchwärmen, Erfolg haben kann. Stärkere Platten müssen vorher angefeuchtet werden. Hierbei erweichen sie sich bereits etwas, die Wärme-Leitfähigkeit wird erhöht und damit die Erwärmung verbessert.
Bei größeren Werkstücken, die nur an einer Stelle gebogen werden sollen, nimmt man die Erwärmung oder Anfeuchtung nur für diese Stelle vor. Das Anfeuchten erfolgt zweckmäßig durch Aufpinseln von heißem Wasser.
Erfolgt das Biegen über einer Form, so wird man bei mehrmaliger Verwendung der Form mehr Mühe für deren Herrichtung verwenden. Vielleicht kann man die Fläche, an die sich das Sperrholz anlegt, durch untergeleiteten Dampf (wie beim Dampfkasten) erwärmen. Auch für das Anpressen der Platten sind verschiedene Hilfsmittel wie Gurte und dergleichen in Anwendung.
Stärkere doppelte Krümmung kann nur durch größere Kräfte nebst entsprechender Apparatur erreicht werden. Bekannt ist das Verfahren mit einer (meist hydraulischen) Presse, die mit Matrize und Patrize arbeitet, zwischen die das vorbehandelte Sperrholzstück gelegt wird. Es leuchtet ein, daß sich hierfür wohl nur Massenartikel eignen, wie etwa die vielfach benutzten gewölbten Sperrholz-Stuhlsitze.
Zum Abschluß sei bemerkt, daß bei gebogenem Sperrholz, besonders wenn mit Nässe und nachfolgendem Trocknen gearbeitet wurde, mit einem gewissen Rückgang der erreichten Krümmung oder Wölbung zu rechnen ist. Sein Ausmaß hängt von verschiedenen Ursachen ab und muß durch Versuche festgestellt werden. Es empfiehlt sich, beim Krümmen den Krümmungsradius 10 bis 20 % kleiner anzusetzen, als er hinterher sein soll.
Die Herstellung von vorgeformtem Sperrholz, bei der die einzelnen Furniere über eine entsprechende Form gelegt, mit Leim versehen und auf die die nächsten, etwa um 60 bis 90 Grad in ihrer Längsfaser versetzten Furniere aufgelegt werden, ist ein neueres Verfahren. Nach ihm können ganze Boote (zum Beispiel die Segeljolle „FLYING DUTCHMAN“) gebaut werden. Die Außenhaut eines solchen Bootes besteht dann aus drei Stücken (den beiden Seitenteilen und dem Spiegel), die ohne jede Versteifung ihre Form behalten und zudem vollkommen wasserdicht sind. Da ein Verziehen der einzelnen Holzteile bei einer gegenüber der normalen Außenhaut beschränkten Wasseraufnahme praktisch unmöglich ist, darf man annehmen, daß eine solche Außenhaut auch dicht und glatt bleibt. Vielleicht wird sich diese Bauweise für Boote weiter durchsetzen, doch kann es sich dann wegen des notwendigen Apparates nur um Einheitsboote handeln, von denen aus gleicher Form eine große Anzahl gebaut wird.
Beim Bau derartiger Bauteile aus verformtem Sperrholz kommt es auf folgende Punkte an:
a) Die einzelnen Furniere sollen faltenlos über die gekrümmte Form laufen. Deshalb muß die Breite der Furnierstreifen der Stärke der Krümmung angepaßt werden; auch soll die Richtung, in der sie liegen, auf die Krümmung Rücksicht nehmen.
b) Bei Booten, die naturlackiert bleiben sollen, kann man die äußerste „Plankenschicht“ längsschiffs legen.
c) Die Hauptschwierigkeit besteht darin, den zum Verleimen erforderlichen Anpreßdruck hervorzubringen. Wenngleich die einzelnen Werften vielfach ihr eigenes, behütetes Geheimverfahren entwickelt haben, scheint es doch so, daß der Druck stets hydraulisch (heißes Wasser oder Dampf) erzeugt wird und über einen Gummisack auf das über (oder in) dem Modell liegende Furnier wirkt.
Abschließend sei bemerkt, daß es Spezialwerften gibt, die entweder in einer Abteilung oder nur noch Boote aus vorgeformtem Sperrholz bauen. Sie haben sich die dazu notwendigen Verfahren und Hilfsmittel selbst erarbeitet und halten sie daher meistens geheim. Zum anderen wird aus den USA von Selbstbauern, also von Laien, berichtet, die sich ihr Boot auf diese Weise bauen und sich wegen der Güte des glatten und dichten Endproduktes nicht scheuen, erhebliche Nebenarbeiten (die sich nur beim Bau einer Reihe von gleichen Booten bezahlt machen würden) mit in Kauf zu nehmen. So muß vor allem ein Modell des Bootes, gemessen auf „Innenkante Außenhaut“, hergestellt werden, das bei der Einzelanfertigung verloren sein dürfte, und über dem (über Kopf) das eigentliche Boot zusammengeleimt wird. Vielfach werden dabei die Furniere mit kleinen Kupfertäksen auf dem Modell oder der bereits liegenden Schicht angeheftet, und der zum Verleimen notwendige Anpreßdruck wird durch aufgelegte Sandsäcke und ähnliche Hilfsmittel erzielt. Bei oben einfallender Spantform („tumble home“) muß das Modell übrigens auseinandernehmbar sein, wenn man die Außenhaut abnehmen (die Hülse vom Kern trennen) will.
15. Das Verbinden verschiedener Bauteile miteinander (ohne Leim)
Allgemeines. Ein Stahlboot hat gegenüber einem Holzboot den großen Vorteil, daß alle seine Bauteile zum Beispiel durch Schweißung so miteinander verbunden werden können, daß die Festigkeit des Bootes die gleiche ist, als wenn das Boot aus einem Stück Stahl hergestellt worden wäre.
Bei einem Holzboot liegen die Dinge anders. Bei der klassischen Bauweise, bei der die einzelnen Bauteile hauptsächlich durch Verbolzungen (und ähnliches) miteinander verbunden werden, gelingt das Herstellen „eines“ Stückes nur recht bedingt. Befindet man sich bei einem solchen Fahrzeug im Seegang unter Deck, so wird man die verschiedenartigsten quietschenden, knarrenden oder reibenden Geräusche vernehmen können. Diese rühren daher, daß die einzelnen Bauteile nicht fest miteinander verbunden sind, sondern sich geringfügig gegeneinander bewegen können.
Diese Tatsache ist recht fatal, denn bei diesen reibenden Bewegungen entsteht eine Abnutzung des Baustoffes, durch die die bereits vorhandene „Luft“, das heißt der Zwischenraum zwischen den einzelnen Teilen, noch weiter vergrößert wird. Hierunter leidet natürlich die Wasserdichtigkeit des Fahrzeuges.
Wir wollen deshalb genauer untersuchen, weshalb sich die einzelnen Teile gegeneinander bewegen können und wie man diesen Zustand durch konstruktive Maßnahmen vermindern oder verhindern kann. Als Beispiel dient die bekannte Verbindung mit Hilfe von durchgehenden Bolzen.
In unserem Beispiel soll ein Bootskiel (es könnte aber auch ein Stringer, Weger oder etwas Ähnliches sein) von 14,8 cm Höhe und 28,6 cm Breite mittels Verbolzung aus zwei Teilen zu einer Länge zusammengesetzt werden. Für diesen Kiel schreibt der Germanische Lloyd eine Laschenlänge vom Sechsfachen der Höhe, in unserem Fall also 87,5 cm Länge, sowie Bolzen von 1,6 cm Durchmesser vor (vergleiche die maßstäbliche Zeichnung 34).
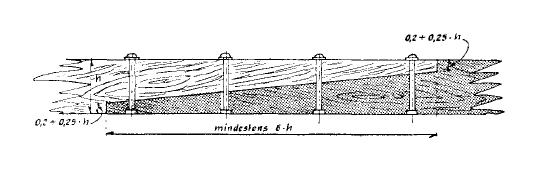
Zeichnung 34: Eine Lasche, z. B. eines Bootskiels, nur durch Bolzen gehalten.
Die Querschnittsfläche des Kiels beträgt brutto 425 cm2. Durch die Ausarbeitung der Sponung, Landung und so weiter fällt einiges fort, so daß ca. 300 cm2 netto übrigbleiben. Bei Eichenholz beträgt nach der Tabelle auf Seite 43 die Zugbelastung im Bruchfall 900 kg für jeden cm2. So würde also unser Kielprofil eine Zuglast von 300 cm2 × 900 kg/cm2 = 270.000 kg ertragen können. Diese 270 t sollte nunmehr auch die Kiel-Lasche oder die Verbindungsstelle Kiel–Steven übernehmen können. Ein Stahlschiff würde nach diesen Gesichtspunkten konstruiert werden.
Mehr als vier Bolzen wird man kaum in die Lasche setzen wollen oder wegen Platzmangels können. Verteilt man diese 270 t gleichmäßig auf die vier Bolzen, so muß jeder Bolzen 270: 4 = 67,5 t Schub-Belastung übernehmen. Da seine Querschnittsfläche nur 2 cm2 beträgt, würde seine Scherspannung 67.500: 2 = 33 750 kg/cm2 betragen. Das ist etwa das Zehnfache dessen, was der Bolzen an Scherspannung beim Bruch überhaupt aufnehmen kann. Also müßte man etwa 10 mal soviel Bolzen in die Lasche einbauen, wenn man folgerichtig bauen wollte (was aber nicht möglich ist).
Betrachtet man ferner den Leibungsdruck, den der Bolzenschaft auf das Hirnholz in seinem Bohrloch ausübt, so wird die Sache noch merkwürdiger. Die Leibungsfläche beträgt (im Mittel der 4 Bolzen) je Bolzen 1,6 × 7,4 = 11,8 cm2. Diese Fläche soll eine Druckbelastung von 67,5 t aufnehmen. Es ergibt sich eine Druckspannung von 67.500 kg: 11,8 cm2 = 5720 kg/cm2. Nach Henschke beträgt die zum Bruch führende Druckspannung jedoch bereits 540 kg/cm2. Die Belastung ist also in unserem Fall etwa 11fach zu hoch.
Es fragt sich nun, welcher Teil bei stärkerer Belastung unserer Lasche zuerst nachgibt. Nach meiner Ansicht ist es das Holz, da es bei Überbelastung durch Druck allmählich sichtbar nachgibt, während der Bruch beim Abscheren des Stahlbolzens plötzlicher erfolgt. Also wird sich der Bolzen unter geringer Verbiegung tief und tiefer in das Holz eindrücken, wobei er sich schräg stellen wird und die Lasche auseinander zu rutschen beginnt (vergleiche Zeichnung 35).
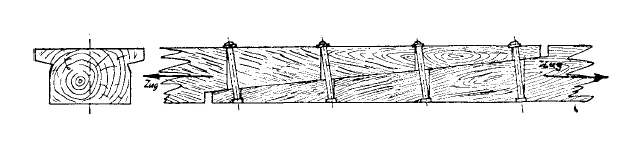
Zeichnung 35: Dieselbe Lasche wie in Zeichnung 34, infolge starken Zuges etwas auseinander gerutscht. Die Bolzen stehen schräg und haben aus runden Löchern längliche Löcher gemacht.
Der Holzschiffbau ist eine uralte Kunst. Man hat sie schon betrieben, als der Stahl- und der Bronzebolzen noch nicht erfunden waren. So gelangte man auch zu besseren als den genannten Verbindungen. Um den zu hohen Leibungsdruck zu vermindern, kann man zum Beispiel den Durchmesser der Bolzen vergrößern, denn dann ergeben sich größere Leibungsflächen. Bei hölzernen Nägeln, die man verwendete – und die der Zimmermann vielfach auch heute noch verwendet –, ergeben sich größere Durchmesser ganz von allein. Bei Verwendung der Hakenlasche (Zeichnung 36) kann man aber damit rechnen, daß die Scherbelastung auf die Bolzen fast aufgehoben wird und diese nur noch die Aufgabe haben, die beiden zu verbindenden Teile „in Position“ zu halten. Die Übertragung der Zugkraft übernimmt nunmehr die Anlagefläche des Hakens. Diese Fläche darf aber nicht zu klein sein, da hier Druckspannungen entstehen, die das Holz schlechter aufnehmen kann als Zug.

Zeichnung 36: Keillasche. Beide Keile eintreiben, sichern, abschneiden.
Bei größeren Bauteilen dürfte es schwierig sein, die Hakenlaschen gut passend herzustellen, da man die einzelnen Stücke nicht aneinanderpassen kann. Deshalb wendet man gern die Keil-Lasche oder Riegel-Lasche an, wie sie die Zeichnung 37 zeigt. Der (oder die) Riegel ist (oder sind) nur ganz schlank zu einem Keil ausgearbeitet. Werden sie hineingeschlagen, so wird die ganze Verbindung sehr dicht. Zeichnung 38 zeigt eine neuartige Bolzen-Entlastung durch einen Sperring.
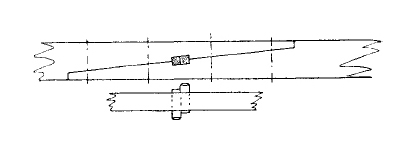
Zeichnung 37
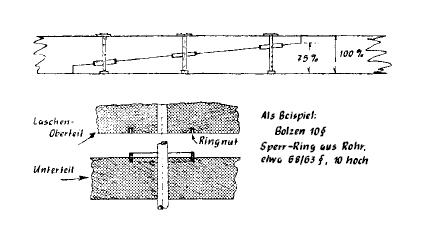
Zeichnung 38: Bolzen 10 mm Ø Sperr-Ring aus Rohr, etwa 68/63 mm, 10 mm hoch.
Was über eine Kiel-Lasche gesagt wurde, gilt entsprechend für jede Verbindung im hölzernen Schiff, und es ist nur eine Frage der Sorgfalt, ob man in jedem Fall auch das Beste anwenden will. Die Zeichnung 39 zeigt den Achtersteven eines Rettungsbootes, die Zeichnung 40 den Vorsteven eines Motorbootes. In beiden Fällen hat man durch Riegel versucht, die Bolzen für den Fall zu entlasten, daß die ganze Konstruktion auf Zug beansprucht wird.
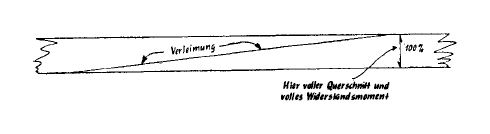
Zeichnung 38 a: Verleimte Lasche. Auf ihre ganze Länge hat sie den vollen Querschnitt und daher die volle Tragkraft ohne „Verstärkungen“.
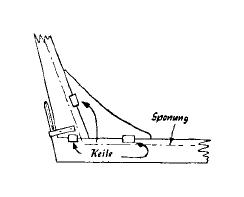
Zeichnung 39: Achtersteven eines Rettungsbootes mit Keilen an Kiel und Stevenknie.
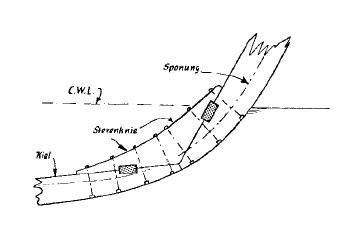
Zeichnung 40: Vorsteven mit Dübeln, Riegeln oder in Stevenknie und Kiel.
Wird dieses Einzapfen oder Verzahnen auf der ganzen Länge der Lasche angewandt und immer feiner und feiner ausgeführt, so kommt man zu sehr rauhen Berührungsflächen, die zwischen den beiden Bauteilen liegen und durch die Zugkraft in den Bolzen aufeinander gepreßt werden. In diesem Falle wird die Zugbelastung des ganzen Bauteiles (im vorher rechnerisch behandelten Beispiel 270 t) lediglich durch die Reibungskraft an den Berührungsflächen übertragen, und die Bolzen wirken nur indirekt durch die Erzeugung des für die Reibung erforderlichen Anpreßdruckes. Setzt man für die Reibungszahl den sehr hohen Wert von 0,5 ein (was mit Rücksicht auf die angenommene große Rauhigkeit der beiden Berührungsflächen durchaus möglich erscheint), so ergibt sich eine Zugkraft von 270 t = Reibungszahl mal Anpreßdruck. Daraus ergibt sich der gesamte Anpreßdruck mit 540 t für alle 4 Bolzen, je Bolzen also 135 t. Da der Bolzenquerschnitt 2 cm2 betrug, ergibt sich je cm2 Bolzenquerschnitt 67,5 t oder eine Zugspannung von 67.500 kg/cm2. Das ist rund das 16- bis 17fache der Zugspannung, die der Bolzen im Bruchfalle aufnehmen kann. Auch hier wird also die ganze Konstruktion einer Festigkeitsrechnung nicht standhalten können. Aber selbst wenn es möglich wäre, statt der 4 nunmehr 16 × 4 = 64 Bolzen einzubauen, bestände immer noch die Gefahr, daß beim Eintrocknen des Holzes der Bolzen (relativ zur Höhe des Bauteiles) zu lang wird und nicht mehr den erforderlichen Anpreßdruck ausüben kann. Man müßte in diesem Fall die Muttern des Bolzens nachziehen (sofern sie zugänglich und nicht eingerostet sind) oder bei Klinkbolzen nachnieten. Bei der üblichen schrägen Lasche kann ein Losekommen der Bolzen aber auch dadurch eintreten, daß die Lasche (etwa bereits beim Zusammenbau) etwas nachgegeben hat und gerutscht ist. Hinzu kommt noch die Verringerung des Querschnittes am Anfang und Ende der Lasche. Hierdurch verringert sich die Zugfestigkeit (wie der Querschnitt) auf etwa 75 %, die Biegefestigkeit auf etwa 55 %, abgesehen von der Kerbwirkung.
Aber auch die Hakenlasche ist, festigkeitstechnisch betrachtet, eigentlich unmöglich. Nach Henschkes Tabelle trägt das Eichenholz auf Zug bis zum Bruch 900, auf Druck dagegen nur 540 kg/cm2. Für Zug war der tragende Querschnitt mit 300 cm2 angenommen worden. So müßte nunmehr die Anlagefläche des Hakens, die auf Druck belastet wird, die Größe von 270.000 kg: 540 kg/cm2 = 500 cm2 bekommen. Die Höhe eines solchen Hakens beträgt aber normalerweise ¼ der Höhe des betreffenden Trägers, so daß die Anlagefläche, die den Druck übertragen soll, nur ¼ des Trägerquerschnittes sein kann. Das sind in unserem Fall 300: 4 = 75 cm2. Diese müssen aber 270 t übernehmen! Dadurch ergibt sich eine Druckspannung von 270.000 kg: 75 cm2 = 3600 kg/cm2. Das ist wiederum das 6- bis 7fache dessen, was das Holz im Bruchfall ertragen kann (540 kg/cm2).
Führt man den Gedanken der Reibungshaftung weiter (Erhöhen der Reibungszahl), so kommt man zwangsläufig zum Verleimen. Bei wasser- und alterungsbeständigem Leim ist die Verleimung in der Tat ideal, denn nach dem Abbinden ist kein Anpreßdruck mehr notwendige so daß die Bolzen (oder sonstigen Anpreßvorrichtungen, die für den Abbindevorgang notwendig sind) entfernt werden können. Hierbei ist das Wichtigste, daß eine richtig entworfene und durchgeführte Verleimung bis zum Bruch dasselbe trägt wie der Querschnitt des zu verleimenden Bauteiles.
Ich habe nachgewiesen, daß die üblichen auf Zug beanspruchten Verbindungen nicht im entferntesten die Belastung zu tragen imstande sind, die der volle Querschnitt tragen kann. Man wird die Frage stellen, wie dennoch so viele hölzerne Fahrzeuge gebaut werden konnten, ohne daß es zum Bruch an einer der unzureichenden Verbindungsstellen gekommen ist. Die Antwort lautet: Der volle Querschnitt ist vor und hinter den Laschen zu groß, so daß der Baustoff niemals wirklich ausgenutzt werden konnte. Wollte man einen Stringer baustoffgerecht mit den üblichen Bolzen-Laschen bauen, so müßte er ungefähr wie in Zeichnung 41 aussehen: In der Lasche ist der Querschnitt vergrößert, oder vor und hinter der Lasche (das ist im „normalen“ Teil des Stringers) ist der Querschnitt gegenüber der Lasche verkleinert, und zwar um das Maß, das die Lasche als Zugverbindung schlechter war als der Stringer selbst (das 6- bis 10fache!). Oder aber man muß die Lasche leimen (siehe weiter unten).
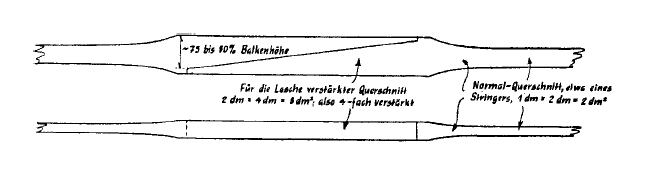
Zeichnung 41
Verbindungen mit durchgehenden Bolzen. Im Prinzip wurde diese Methode bereits behandelt. Der Bolzen wird entweder auf Zug oder auf Abscheren beansprucht, und sein Querschnitt muß dementsprechend berechnet werden. Die verschiedenartigsten Bolzen sind üblich. Bei den sogenannten „Maschinenschrauben“ mit Sechskant- oder Vierkantkopf ist die verhältnismäßig kleine Auflagefläche des Kopfes (oder der Mutter) auf das Holz ungünstig. Diese Fläche muß bei Holz erheblich größer sein, wenn nicht Zerstörung eintreten soll, ehe die Schraube selbst auf Zug voll belastet ist. Die Mutter oder der Kopf würde sich in das Holz hineindrücken. Durch entsprechende Unterlegscheiben kann man sich größere Auflageflächen schaffen. Spezial-Schrauben für den Gebrauch in Holz besitzen von sich aus größere Köpfe und damit größere Auflageflächen (zum Beispiel „Schloßschrauben“).
Normalerweise haben die Bolzen auf der einen Seite den angeschmiedeten Kopf, auf der anderen das Gewinde zum Aufschrauben der Mutter. Bei der Berechnung des tragenden Querschnittes kann nur der Kernquerschnitt eingesetzt werden.
Statt der aufgeschraubten Mutter kann aber auch der Kopf durch kaltes Ausschmieden gebildet werden. Man erhält dann ein im Holzschiffbau vielfach als Klinkbolzen bezeichnetes Niet. Hier ist der geschlagene Kopf sehr viel kleiner, und der Unterlegscheibe kommt eine noch größere Bedeutung zu.
Der Baustoff der Durchbolzen ist normalerweise gut feuerverzinkter Stahl. Da das Gewinde nach dem Verzinken noch einmal nachgeschnitten werden muß, geht der Zinkschutz meistens wieder verloren. Beim galvanischen Verzinken bleibt das Gewinde gängig, weil die Zinkschicht sehr dünn ist. Deshalb schützt sie den Stahlbolzen nur sehr bedingt. Der feuerverzinkte Bolzen besitzt oft eine rauhe Oberfläche, die hinderlich ist, wenn der Bolzen in ein enges Loch eingetrieben wird. Dabei kann die Zinkhaut verletzt werden, und dann sitzt der Stahlbolzen teilweise unverzinkt im Holz, was bei feuchtem Eichenholz für den Bolzen durchaus tödlich sein kann. Daher ist man bestrebt, andere Baustoffe zu verwenden.
Bei sehr wichtigen Verbindungen nimmt man heute rostfreien Stahl. Verbreiteter sind Bolzen aus Buntmetall, insbesondere auch aus reinem Kupfer (Kupferniete bei der geklinkerten Außenhaut). Die geringere Festigkeit muß durch größere Querschnittsfläche wettgemacht werden. Lästig ist das Auftreten von elektrolytischen Angriffen auf benachbarte Stahlteile.
Die Löcher im Holz, die die Bolzen aufnehmen sollen, müssen sorgfältig gebohrt werden. Ihr Durchmesser soll so gewählt werden, daß der Bolzen mit gelinder Gewalt hineingetrieben werden kann, ohne daß das Holz spaltet oder der Bolzen durch die Schläge Schaden erleidet. Sie sollen mit einem Bohrer hoher Drehzahl und geringen Vorschubs gebohrt werden, damit eine glatte Bohrung entsteht. In einem glatten Loch kann sich der Bolzenschaft gut an das Holz „anlehnen“, während er bei einem rauhen, gewindeartigen Loch nur die Kanten berühren würde.
Hinsichtlich des erforderlichen Abstandes von Mitte Bolzen bis zum Ende des Bauteiles (längs und quer zur Faser des Holzes) sowie des Abstandes von Mitte zu Mitte Bolzen vergleiche man die Zeichnung 42.
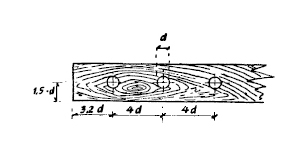
Zeichnung 42: Mindestabstand von Bolzen im Holz längs und quer und untereinander für Hartholz. Bei Weichholz soll man die Abstände noch etwas vergrößern.
Verbindungen mit Holzschrauben. Holzschrauben aus Stahl oder Metall sind auf 2/3 der Länge ihres Schaftes mit einem Gewinde versehen, das sich beim Einschrauben in das Holz einschneidet. Bei Weichholz ist kaum, bei Hartholz kräftiges Vorbohren erforderlich, am besten mit einem Spezialbohrer, der allerdings immer nur für eine bestimmte Holzschraube passen kann. Er bohrt für den gewindelosen Schaft ein zylindrisches Loch von etwa 85 % des Schaftdurchmessers und für die Schraubenspitze ein konisches Loch von 90 % der Länge der Schraubenspitze und 80 bis 20 % des Schaftdurchmessers. Gegebenenfalls kann der Bohrer auch noch die Versenkung herstellen (vergleiche Zeichnung 42a).
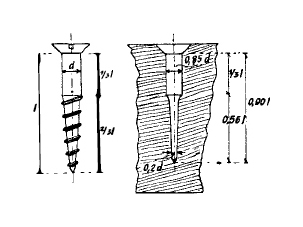
Zeichnung 42 a: Eine Holzschraube und das zu ihr passende vorgebohrte Loch in Hartholz. – Spezialbohrer stellen derartige Löcher in einem Arbeitsgange her.
Holzschrauben mit Vierkantkopf werden meist als Schlüsselschrauben gehandelt. Üblich sind ferner Halbrund-, Versenk- und Linsenkopfschrauben, die alle einen Schlitz für den Schraubenzieher haben. Bekanntlich rutscht man beim Einschrauben leicht mit dem Schraubenzieher aus dem Schlitz heraus, wobei man allerlei Unheil anrichten kann. Bei den Schrauben, die statt des (durchgehenden) Schlitzes ein nicht durchgehendes, eingestanztes Kreuz haben, ist dies nicht möglich, wenn man auch den dazu passenden kreuzförmigen Schraubenzieher benutzt (in den USA vielfach üblich).
Der Linsenkopf weist die Vorteile der beiden übrigen Kopfformen auf und kann sowohl bei reinen Holzverbindungen als auch beim Befestigen von Beschlägen verwendet werden. Ein Teil der Werften benutzt diese Schrauben daher als „Einheitsschrauben“, was zur Vereinfachung der Lagerhaltung geführt hat.
Die Frage, was eine Holzschraube aushalten kann, ist nicht einfach zu beantworten, da die Festigkeit des Holzes und die Art, in der die Schraube hineingeschraubt wurde, eine Rolle spielten.
Am einfachsten ist die Belastung der Schraube quer zu ihrer Längsachse zu behandeln. Einmal ist die Scherfestigkeit des Schraubenquerschnittes maßgebend. Sie läßt sich leicht aus dem verwendeten Stahl oder Buntmetall errechnen. Wichtig ist dabei, wo die Schraube brechen kann. Zeichnung 43 zeigt eine Schraube mit günstigen Eigenschaften gegen ein Abscheren. Sie hält den Fuß eines Beschlages und würde in ihrem Schaft, also im stärksten Querschnitt, abscheren. Ungünstiger ist die zweite Schraube in zwei zusammengeschraubten Holzteilen, denn ihr Abscher-Querschnitt fällt bereits in den sich verjüngenden Gewindeteil der Schraube, in dem nur der Kernquerschnitt trägt. Ferner ist das Holz maßgebend, auf das der Schraubenschaft drückt (Druckfestigkeit des betreffenden Holzes längs oder quer zur Faser) sowie die Art, in der die Schraube in dem wegrutschenden Teil (etwa in dem zu befestigenden Beschlag) gehalten wird. Ist dort die Schraube fest eingespannt, so daß sie senkrecht stehenbleibt, so ist dies günstig, denn sie kann sich auf eine größere (längere!) Fläche in ihrem Bohrloch stützen. Sitzt sie aber lose in dem oberen (wegrutschenden) Teile, so wird sie sich schräg zu stellen suchen und sich in ihrem untersten Gewindeteil vermutlich verbiegen. Hier unten wird sie auf Biegung und Zug beansprucht, während oben die Stützfläche im Bohrloch kleiner ist und die Schraube auch nicht mehr senkrecht auf diese Unterlage wirkt. Insgesamt handelt es sich dann um eine sehr schlechte Befestigung.