Kitabı oku: «Yacht- und Bootsbau», sayfa 7

Zeichnung 43: Die Holzschraube links ist besser belastet als diejenige rechts, weil sie tiefer ins Holz faßt und der gefährdete Querschnitt ihr voller Querschnitt ist.
Bei reiner Zugbeanspruchung ist die Berechnung der Haltekraft einer Schraube noch sehr viel riskanter, da sie von sehr vielen Faktoren abhängig ist, die man nicht sicher übersehen kann. Auch hier spielt das Holz eine Rolle, und man sagt, daß die Haltekraft einer Schraube mit dem Quadrat des spezifischen Gewichtes des Holzes und linear mit dem Schraubendurchmesser und der Schraubenlänge zunimmt. Der Durchmesser tritt nur in der ersten Potenz auf, weil nur der Gewindegang hält, der sich in das Holz eingeschnitten hat. Er wächst mit dem Umfang. Mit der Zugfestigkeit der eigentlichen Schraube hat dies nichts zu tun. Sie wächst mit der Querschnittsfläche an. In kritischen Fällen müssen Versuche empfohlen werden, bei denen aber beim Variieren der Schraubenabmessungen auf peinliche Einhaltung der sonstigen Versuchsbedingungen geachtet werden muß.
Verbindungen durch Nägel sind im Schiffbau und Bootsbau Verbindungsglieder minderen Wertes. Ihre Haltekraft im Holz beruht nur auf der Reibung, und diese wächst oder fällt mit der Rauhigkeit der sich berührenden Oberflächen und mit dem Anpreßdruck. Eine rauhe Oberfläche haben feuerverzinkte Nägel, jedoch besteht bei ihnen die Gefahr, daß der Zinküberzug beim Eintreiben des Nagels verletzt wird. Mitunter zeichnen sich am fertigen Objekt spätere Roststellen ab, die meist von derartigen Nägeln (oder auch Bolzen) herrühren. Metallnägel (Kupfer, Messing und ähnliches) sind leider an ihrem Schaft sehr glatt. Spezialnägel mit künstlich aufgerauhter Oberfläche sind sehr selten. Sie haben durch Einpressen von Vertiefungen in den Schaft eine erhöhte Rauhigkeit erhalten, oder der Vierkant, aus dem die Nägel gestaucht werden, wird spiralig gedreht. Der Anpreßdruck variiert mit der Härte des Holzes und mit der Art des Vorbohrens. Hartholz, das an sich guten Anpreßdruck liefern würde, läßt das Eintreiben von Nägeln ohne Vorbohrung kaum zu, besonders bei Nägeln aus weicherem Material wie Kupfer. Wird aber vorgebohrt, so sinkt der Anpreßdruck und damit die Haltekraft des Nagels.
Hinzu kommt noch, daß bei Nägeln in Hölzern, die abwechselnd trocken und naß werden, der Anpreßdruck mit entsprechender Wirkung auf die Haltekraft langsam bis auf die Hälfte absinkt. Bei Spiekern, sehr großen und starken Nägeln, die im Holzschiffbau vielfach verwendet werden und die auch ohne Vorbohren eingetrieben werden können, gelten die soeben gemachten Einschränkungen jedoch nur bedingt.
Wird ein Nagel quer zur Faser in das Holz eingetrieben, so zerstört die Spitze (oder Schneide) des Nagels diejenigen Holzteile, die sie unmittelbar trifft. Anschließend setzt eine keilartige Wirkung ein, wobei die durchbrochenen Fasern in Richtung der Bewegung des Nagels umgebogen werden (vergleiche Zeichnung 44). Wollte man jetzt den Nagel zurückziehen, so würden die Fasern dieser Bewegung entgegenwirken, um so mehr, je rauher die Oberfläche des Nagels ist. Sie werden mit nach oben zurückgebogen, wobei sie den Querschnitt der Öffnung verengen und damit die Haltekraft des Nagels vergrößern. Dadurch sitzt der Nagel wie in einer Mausefalle. Beim Eintrocknen des Holzes beziehungsweise beim Wechsel von trocken und naß geht aber jener innige Kontakt zwischen den abwärts gebogenen Fasern und dem Nagel verloren.
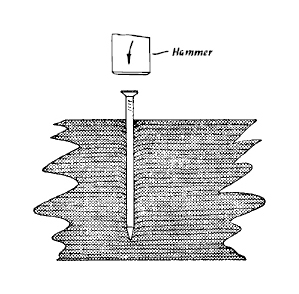
Zeichnung 44: Der Nagel hat bei seinem Abwärtsgang die Holzfasern in seine Bewegungsrichtung umgebogen.
Würde der Nagel längs zur Faser in das Holz eingetrieben (das heißt in das Hirnholz hinein), so kommt es bei fast allen Holzarten nur zum Spalten des Holzes und nicht zum Schneiden und Abwärtsbiegen der abgeschnittenen Fasern mit dem bekannten Erfolg, daß der Nagel sehr leicht wieder herausgezogen werden kann.
Sogenannte „Schiffsnägel“ haben statt einer mehr oder minder scharfen Spitze eine Art Schneide. Man benutzt sie gern dort, wo man Sorge haben muß, daß der relativ dicke Nagel das Holz spalten könne. Er muß dann mit seiner Schneide so angesetzt werden, daß sie quer und nicht parallel zur Holzfaser steht (Zeichnung 45).
Das Vorbohren bei Nägeln oder Spiekern vermindert dessen anfängliche Haltekraft, weil der Anpreßdruck des Holzes geringer wird und die herabgebogenen, vorher durchschnittenen Fasern (mit ihrer beschriebenen Haltekraft) fehlen. Zum Ausgleich bleibt die Haltekraft dieser Nägel oder Spieker einigermaßen konstant, da beim Arbeiten des Holzes (Wechsel von naß und trocken) die herabgebogenen Fasern fehlen.
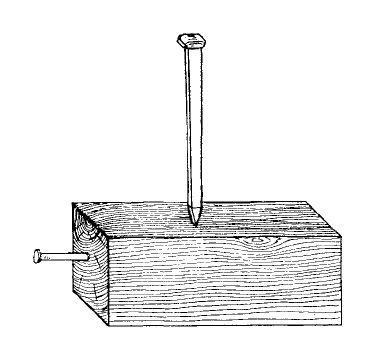
Zeichnung 45: Ein Schiffsnagel hat statt einer Spitze eine meißelartige Schneide. Diese muß quer zur Holzfaser aufgesetzt werden, wenn der Nagel eingetrieben werden soll. Im Hirnholz (links) hält kein Nagel.
16. Das Verbinden verschiedener Bauteile mittels Leim
Während die Tischlerei seit Jahrhunderten leimt, ist der Leim im Bootsbau oder Holzschiffbau erst seit kurzer Zeit in Gebrauch. Der Grund liegt darin, daß Tischlerleim sich bei Nässe oder Feuchtigkeit wieder auflöst und wasserfeste Leime noch nicht lange bekannt sind.
Die sogenannten „Kaltleime“ gelten als wasserfest. Bekannt ist der Kasein-Leim, der in der Hauptsache aus Milch-Kasein und Kalk besteht. Die Verleimung ist weniger fest als beim Tischlerleim, erreicht indessen 60 kg/cm2 Festigkeit und ist bis zu einem gewissen Grade wasserfest. Ehe man etwas Besseres hatte, wurde er zum Beispiel beim Bau von Spieren für Segelyachten verwendet. Für Bauteile, die stets feucht bleiben, ist er unbrauchbar.
Vollwertig sind die Kunstharzleime, die in den meisten Fällen kurz vor dem Gebrauch aus zwei Komponenten zusammengemischt werden. Die erste Leimart dieser Richtung war der „Kaurit-Leim“. Heute gibt es eine große Auswahl verschiedenartigster Kunstharzleime. Sie werden, wie bereits in Abschnitt 9 erwähnt, bei der Herstellung von wasser- und kochfestem Sperrholz verwendet. Es ist aber zu bedenken, daß der Verleimungsprozeß bei der Sperrholzfabrikation durchaus andersartig ablaufen kann als beim Zusammenbau einzelner Bootsteile in einer Bootbauerwerkstatt. Einmal kann der Anpreßdruck, besonders bei Bauteilen mit verwickeiteren Formen, genau reguliert werden, was dem Bootsbauer niemals mit gleicher Genauigkeit möglich sein wird. Zweitens kann man in der Presse einer Sperrholzfabrik jede gewünschte Temperatur einhalten, die der betreffende Leim gerade benötigt. Der Bootsbauer kann dies in seiner Werkstatt keinesfalls. Er muß mit Temperaturen rechnen, die nicht wesentlich von der Außenluft-Temperatur abweichen. So benötigen wir einen Leim, der bei gelindem Frost noch ebenso gut verwendbar ist wie bei einer Wärme von 30 Grad Celsius. – Die meisten Kunstharzleime lassen sich beim Zusammenmischen der beiden Komponenten (kurz vor der Verwendung) durch Variieren auf die verschiedenen Temperaturen beziehungsweise auf die zu erwartende Härtezeit einstellen.
Ergänzend zu unserer Forderung der Wasserunlöslichkeit eines für Schiffbauzwecke geeigneten Leimes sei noch bemerkt, daß diese Bedingungen auch unter den verschiedensten klimatischen Verhältnissen eingehalten werden müssen. Die Forderung „kochfest“ deutet dieses hinsichtlich hoher Temperaturen schon an. Die Forderungen „frostfest“ und „wechselfest“ müssen wir noch hinzufügen, wobei an einen stetigen Wechsel jener beiden extremen Temperaturen gedacht ist.
Um Verwechslungen zu vermeiden, will ich erwähnen, daß unsere Kunstharzleime, die wir hier besprechen, mit den altbekannten „Marine-Leimen“, welche zum Ausgießen vorher kalfaterter Decksnähte benutzt werden, nichts zu tun haben (vergleiche Abschnitt 76).
Sehr viele chemische Werke liefern brauchbare Kunstharzleime; ihre Entwicklung ist aber noch keineswegs abgeschlossen.
Wie bereits erwähnt, variieren die Leime nach Art, Mischung und Temperatur (sowohl ihrer Eigentemperatur als auch der Temperatur des Arbeitsraumes) in der Zeit, in der sie erstarren. Diese Zeit muß man kennen, denn mindestens während dieser Zeit muß der zusammengeleimte Bauteil in Ruhe und unter der zusammenpressenden Wirkung der Spannschrauben oder sonstiger Vorrichtungen bleiben. Diese Leim-Zeit wünscht sich der Schiffbauer, wie man verstehen kann, möglichst kurz. Meines Erachtens könnte man diese Zeit von der chemischen Seite her beliebig verkürzen.
Aber gleichzeitig würde die „Vorbereitungszeit“ verkürzt werden. Hierunter verstehen wir jene Zeit, die mit dem Mischen des Leimes aus seinen beiden Komponenten beginnt, und mit dem Zeitpunkt endet, zu dem die mit dem Leim bestrichenen Bauteile zusammengelegt und zusammengepreßt werden. Vom Augenblick des Mixens an beginnt der Leim auszuhärten, langsam in einem geschlossenen Gefäß, schneller, wenn das Gefäß offen ist und die Luft Zutritt hat, und sehr schnell, wenn der Leim dünn auf die beiderseitigen Klebeflächen der Bauteile verstrichen ist und die Luft Zutritt hat. Diese Vorbereitungszeit (die „offene Zeit“) möchte der Bootsbauer gern recht lange andauern lassen.
Vorbereitungszeit und Leimzeit hängen voneinander ab; man kann die eine nicht verlängern und gleichzeitig die andere verkürzen. Vielleicht können die Chemiker der Zukunft hier etwas für uns tun. Solange werden wir uns mit einem Kompromiß und mit einer peinlich genauen Beachtung der Bedienungsvorschrift begnügen müssen.
Der Anpreßdruck, mit dem die zu verbindenden Teile aneinander gedrückt werden, ist erforderlich, um eine innige Berührung beider Teile herbeizuführen, das heißt alle Luft herauszutreiben, um den Leim gleichmäßig zu verteilen und ihn in alle Poren des Holzes einzupressen. Es leuchtet ein, daß der Druck an allen Stellen möglichst gleich sein soll. Anderenfalls würde man den Leim von den Stellen höheren Druckes an jene niedrigeren Druckes befördern, und die Leimschicht wäre ungleich stark, was keinesfalls erwünscht ist.
Die Stärke des Anpreßdruckes variiert mit dem Holz. Man kann ausgesprochen weiche Hölzer nicht so stark pressen wie Harthölzer. So wird für Holz von der Härte des Eichenholzes ein Druck von 10 bis 15 kg/cm2, für europäisches Nadelholz ein Druck von 7 bis 11 kg/cm2 empfohlen.
Diese Druckwerte sind keineswegs gering, und man muß die Mittel zu ihrer Erzeugung unter Berücksichtigung der Forderung des gleichmäßigen Druckes bedenken. Diese Gleichmäßigkeit wird durch den hydraulischen Druck garantiert, etwa dem in Abschnitt 14 erwähnten Gummisack. Dieses Verfahren eignet sich aber nur bei der Verleimung größerer Flächen. Sonst ist man auf Spannschrauben jeder Form und Größe angewiesen, auf Klampen und Keile, auf rechteckige Rahmen mit zwei Zugschrauben (vergleiche Zeichnung 46) und dergleichen. Mitunter kann man kleinere Bauteile durch Holzschrauben oder Nägel miteinander verbinden, die lediglich den erforderlichen Anpreßdruck während der Leimzeit liefern sollen. Später sind sie überflüssig; trotzdem beläßt man sie in den Bauteilen. Der Geschicklichkeit des Handwerkers ist es überlassen, derartige Nägel und Schrauben in der erforderlichen Zahl und an den günstigsten Stellen anzubringen.
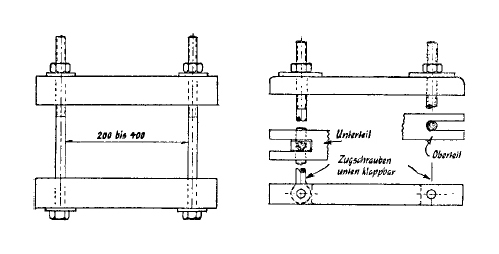
Zeichnung 46: Links hölzerne, rechts eiserne Preß-Vorrichtung zum Verleimen von Hölzern.
Sind die obersten (oder untersten) Lagen der zu verleimenden Hölzer dünn, so besteht die Gefahr des Durchbiegens unter dem Druck der Spannschraube oder der Holzschraube mit der Folge ungleichen Preßdruckes. In solchen Fällen müssen dicke Paßstücke unter den Druckerzeuger gelegt werden, damit der Druck auf eine größere Fläche verteilt wird.
An die mehrere Stunden dauernde Leimzeit, die zum Abbinden oder Erstarren des Klebstoffes notwendig ist, schließt sich eine Trocknungszeit an, die man dem Holz lassen sollte, ehe man es weiterverarbeitet. Das Trocknen bezieht sich dabei nicht auf den Leim, sondern auf das Holz selbst, das an den Leimstellen vom Leim Feuchtigkeit aufgenommen hat. Diese Trocknungszeit dauert Tage, variiert aber sehr nach der Holzart und der Dicke der Bauteile, denn die Feuchtigkeit muß durch den Bauteil bis zu dessen Oberfläche hindurchwandern, um hier verdunsten zu können. Mithin wird die Trocknungszeit bei leichten Hölzern, die große Poren haben und das Durchwandern der Feuchtigkeit erleichtern, kürzer sein, besonders wenn der Bauteil nur klein oder dünn ist. Es werden 1 bis 3 Tage genügen. Anders ist es bei Harthölzern, großer Dichte und schweren Stücken. Dort kann man, je nach den sonstigen Trocknungsbedingungen, mit einer Trocknungszeit von einer Woche rechnen. Übrigens kommt die Trocknungszeit auch der Qualität der Verleimung zugute.
In Abschnitt 15 wurde bereits erwähnt, daß eine gut entworfene und richtig durchgeführte Verleimung die volle Festigkeit des unverbundenen Stückes aufweist. Dieses Resultat kann nur erreicht werden, wenn folgende Dinge beachtet werden:
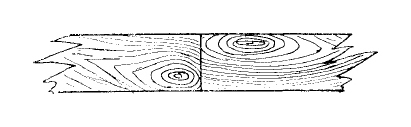
Zufriedenstellend können nur Hölzer miteinander verleimt werden, deren Fasern parallel oder nahezu parallel verlaufen (vergleiche Zeichnung 47). Dies bedeutet, daß eine Lasche, deren Schräge wir beim Verbolzen mit 1:6 kennengelernt hatten, gar nicht flach genug entworfen werden kann, zum Beispiel 1:10 oder 1:12. Je flacher, desto besser, weil man bei schier gewachsenem Holz mehr an die parallel zur Oberfläche liegende Holzfaser herankommt, die Klebefläche größer wird und mehr halten kann.

Zeichnung 47: Geleimte Stöße. Oben links: Zwar liegt Langholz an Langholz, aber die Hölzer sind versetzt. – Oben rechts: Langholz an Langholz hält, aber der Querschnitt ist mit Kerbwirkung auf die Hälfte verringert, und die zusätzliche Hirnholz-Leimung ist nur irreführend.
Hirnholz kann praktisch überhaupt nicht verleimt werden. Bei manchen Hölzern, deren Hirnschnitt sehr gut geglättet werden kann, sollen unter sorgfältigster Arbeit schon Festigkeiten von 15 bis 20 % des Holzquerschnittes erzielt worden sein. Für den normalen Bootsbau rechne man aber mit 0 % (vergleiche Zeichnung 48).
Zeichnung 48: Eine (unmögliche!) Verleimung von Hirnholz an Hirnholz.
Ähnlich schlecht verhält es sich, wenn man Hirnholz an Langholz leimen will (Zeichnung 49). Selbst wenn die Verleimung offensichtlich gut ausgefallen ist, kann sie durch das verschiedenartige Arbeiten des Holzes beim Wechsel von feucht und trocken leiden oder sich sogar lösen. An dieser Verbindungsstelle ist eine Verzapfung, Verzahnung oder ein Schwalbenschwanz am Platze.
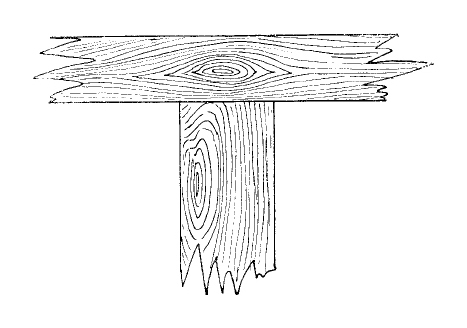
Zeichnung 49: Eine (unzulässige) Verleimung. Hirnholz an Langholz.
Dem Verleimen verschiedener Holzarten steht nichts im Wege, sofern die Schrumpfmasse beim Trocknen nicht allzu stark voneinander abweicht.
Der Feuchtigkeitsgrad der beiden zu verleimenden Teile soll möglichst gleich sein und nicht mehr als 3 % voneinander abweichen. Die für die Verleimung zugelassene Feuchtigkeit hat einen größeren Spielraum, etwa von 7 bis 17 %, variiert aber mit der Leimtype.
Der Hergang einer Verleimung soll am Beispiel einer Lasche erläutert werden. Es wird vorausgesetzt, daß die Schräge bei beiden Teilen genau zueinander paßt und die zu verbindenden Oberflächen gut geglättet sind, so daß beim späteren Zusammenlegen kein Hohlraum zu befürchten ist. Nun ist dafür Sorge zu tragen, daß die beiden aufeinander gelegten Teile genau in ihrer Längsrichtung ausgerichtet sind und daß sie, wenn der Anpreßdruck beginnt, nicht auf ihrer Leimfläche gleiten, das heißt auseinanderrutschen können, wie es durch die Keilwirkung und die Schlüpfrigkeit der Leimfläche zu erwarten ist. Deshalb muß man beide Teile durch entsprechende Halterungen unbedingt an ihrer Längsbewegung hindern. Es würde sonst eine stark überlappende Verleimung entstehen, während andererseits eine knappe Überlappung mit Rücksicht auf die spätere Nachbearbeitung erwünscht ist (Zeichnung 50).
Zeichnung 50: Geleimte Stöße. Legt man die Hölzer zur Verleimung derart aneinander, erhält man einen guten Stoß.

Zeichnung 50 a: Dieser Stoß überlappte beim Zusammenlegen der Hölzer zu wenig, oder die Hölzer sind durch den Anpreßdruck auseinander geschoben worden.
Sperrholzplatten müssen oftmals, wenn sie zur Beplankung oder beim Decklegen von Booten verwendet werden, zusammengelascht werden, weil sie nicht in ausreichenden Längen geliefert werden. Der Fachausdruck hierfür lautet „Schäften“, wobei von vornherein an Leimen gedacht ist. Anfangs glaubte man, eine Lasche hinter den Stoß oder die Naht legen zu müssen; aber die Stöße bleiben hierbei sichtbar, da man des Hirnholzes im Stoße nicht ganz Herr wird. Eine schräge Lasche vermeidet dies, wenn sie gut gearbeitet ist (Zeichnung 51). Wegen der geringen Stärke des Holzes soll die Schräge noch flacher verlaufen, als wir es bisher erwähnt haben; empfohlen wird 1:12 bis 1:16. Die Herstellung dieser Schräge ist nicht ganz einfach; für Werkstätten, die diese Arbeit häufiger auszuführen haben, empfiehlt sich die Anlage einer besonderen Fräsvorrichtung, wobei die Fräsachse (bei zylindrischem Fräser) oder die Fräskante (bei konischem Fräser) genau auf die gewünschte Schräge eingestellt werden kann.

Zeichnung 51: Eine Sperrholz-Schäftung mit Abschrägung 1: 12.
Schwierig ist es ferner, überall gleichmäßigen Anpreßdruck zu erhalten. Die Zeichnung 52. zeigt, wie mit Hilfe eines Wasserschlauches, der mit Wasser-, Dampf- oder Luftdruck bedient wird, die ganze Lasche unter gleichmäßigen Druck gebracht werden kann. Bei Verwendung von mechanischem (statt hydraulischem) Druck wird empfohlen, über und unter die Lasche einen Tuchstreifen zu legen.
Planken und Bohlen müssen manchmal hochkant miteinander verleimt werden, wenn größere Breiten verlangt werden, als sie der natürliche Stamm liefern kann. Oft muß eine Planke auch nur an einer Seite durch eine Leiste verbreitert werden. Auch hier genügt es, die Hölzer flach aneinander zu legen; der Gebrauch von Nut und Feder (oder Ähnlichem) ist überflüssig. Im allgemeinen wird das Problem nicht die Anordnung der zu verleimenden Hölzer zueinander, sondern die Erzeugung des Anpreßdruckes, das Festhalten der zu verleimenden Teile und dergleichen sein.

Zeichnung 52: Eine Schäftung, bei der der Anpreßdruck mit Hilfe eines Gummischlauches erzeugt wird.
Eine schmale Leiste gegen eine breite Planke zu haltern, wird man in der Weise vornehmen, daß die Leiste gegen eine (gerade!) Wand oder dergleichen gelegt wird. Davor kommt die breite Planke, die ihrerseits mit Keilen, die sich gegen Klampen stützen, gegen die Leiste gedrückt wird. Das Ausweichen nach oben wird durch Schraubzwingen, die unter die Werkbank fassen, verhindert (Zeichnung 53). Soll das Holz nicht naturlackiert werden, so ist die einfachste Bauweise, nach dem Leimgeben die Leiste gegen die breite Planke von der Ober- oder Unterseite her mit Abfallstücken anzunageln, eventuell auch von beiden Seiten her, weil man dann das Stück bequem beiseite stellen kann, bis der Leim fest geworden ist. Ist es soweit, werden die Holzstückchen aufgespalten und die Nägel entfernt.

Zeichnung 53: Verleimung einer Leiste an eine Planke. Anpreßdruck durch Keile. Niederhaltung durch Schraubzwingen.
Ähnlich muß man auch vorgehen, wenn sehr breite Flächen erzeugt werden sollen, um ohne Verschnitt eine Reihe von Decksbalken aussägen zu können. Hier wird es aber mit zunehmender Breite des Werkstückes immer schwieriger, das Ausweichen nach oben zu verhindern. Übrigens dürften derartig gewonnene Decksbalken kaum erster Qualität sein, da ihre Faser nicht längs der Balkenbucht, sondern bei Verwendung von geradem Holz gerade verlaufen wird. So erhält man einen krummen überspohnigen Bauteil. Bei geringer Balkenbucht auf größeren Fahrzeugen ist dies nebensächlich, bei kleineren Fahrzeugen mit stärkerer Balkenbucht dagegen bedenklich. Der Mangel an Krummholz verbietet das Aussägen der Balken aus Hölzern mit natürlich gewachsener Krümmung (vergleiche Abschnitt 4, „Krummer Wuchs“). Das Leimen kann uns hier vorzügliche Hilfe leisten, wenn wir den Decksbalken aus dünnen, biegsamen Lagen, die schier geschnitten sind und über einem Modell gebogen werden, zusammenleimen. Damit kommen wir zum Lamellieren.
17. Das Lamellieren
Eine Lamelle ist eine ganz dünne Schicht, in unserem Falle aus Holz. Die Faser läuft genau in Längsrichtung; anders ist ein so dünnes Holz kaum herstellbar. Diese Lamelle kann man über einen sehr kleinen Radius biegen. (Der Biegeradius ist ja eine Funktion der Dicke des Holzes.) Wenn man eine Reihe von dünnen, gebogenen Hölzern zusammenleimt („lamelliert“), erhält man ein starkes, gebogenes Stück, in dem die Faser genau mit der Krümmung läuft. Bei korrekter Leimung hat man das stärkste Stück Krummholz, das denkbar ist. Es ist auch stärker als ein gleich geformtes, aus gewachsenem Krummholz ausgesägtes Stück, weil es praktisch niemals möglich sein wird, ein gewachsenes Krummholz zu finden, bei dem die Faser wirklich genau mit der Krümmung verläuft und das frei von Ästen oder sonstigen Fehlern ist. Die Zeichnung 54 zeigt, um das Prinzip darzulegen, einen korbbogenförmigen Decksbalken eines Kajüts-Aufbaues, der durch Lamellieren entstanden ist.
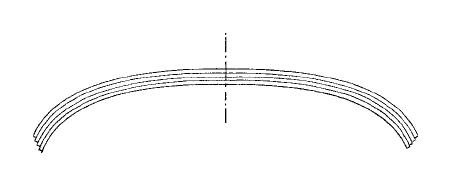
Zeichnung 54: Ein lamellierter, korbbogenförmiger Aufbau-Decksbalken.
Durch Lamellieren werden wir in die Lage versetzt, kleine, mittlere und große gekrümmte Bauteile anstelle gewachsenen Krummholzes durch Verleimung selbst zusammenzubauen. Gerade bei größeren Stücken ist mit Rücksicht auf die bereits erwähnte Schwierigkeit der Krummholz-Lagerhaltung die Möglichkeit gegeben, wirtschaftlicher und dabei technisch besser zu arbeiten. Bei der Verarbeitung gewachsenen Krummholzes wird stets sehr viel Abfall entstehen, beim Lamellieren jedoch nicht in gleichem Maße, da man den Bauteil selbst aus kleinen Einzelteilen zusammensetzt. Die einzelnen Lamellen werden aus einem größeren Stück Holz herausgeschnitten, das wegen eines Fehlers nicht in einem Stück verarbeitet werden kann und deshalb verworfen werden müßte. Beim Zerlegen in viele kleine Einzelteile kann der Fehler lokalisiert und dabei ein nur relativ kleines Abfallstück beiseite gelegt werden. In der neutralen Zone kann ohne Schaden für das Werkstück auch Holz mit kleinen Fehlern verwendet werden. – Auf der anderen Seite ergibt sich ein größerer Arbeitsaufwand, abhängig davon, bis zu welchem Maße es der Werkstatt möglich ist, für die einzelnen Arbeitsvorgänge Methoden und Vorrichtungen bereitzustellen, die das Arbeiten vereinfachen.
Das Holzlager kann bei Verwendung dünnerer Einzelhölzer aber noch aus folgendem Grund verkleinert werden: Die notwendigen Trocknungszeiten sind bei größeren Holzstärken sehr viel größer.
Die erzielbaren Biege-Radien kann man, je nach der Holzart, mit der 40- bis 55fachen Dicke des Holzes annehmen. Es wird aber empfohlen, nicht bis an die Grenzwerte heranzugehen. Brauchbare Radien für Eichenholz sind:

Bei der Auswahl der einzelnen Hölzer, die zusammengeleimt werden sollen, ist darauf zu achten, daß stets Hölzer der gleichen Struktur aneinander gelegt werden, da radial geschnittenes Holz beim Wechsel von trocken und feucht anders arbeitet als tangential geschnittenes Holz. Da bei den Vorbereitungen vermutlich beide Holzarten anfallen, kann man die Hölzer in drei Gruppen sortieren: Radialhölzer, Tangentialhölzer und Zwischensorten. Dann wird man leicht die zueinander passenden Hölzer zum Aufbau eines Bauteiles auswählen können.
Durchaus ähnlich verhält es sich hinsichtlich der Feuchtigkeit der einzelnen Teile, die lamelliert werden sollen. Sie muß nach Möglichkeit gleich sein. Ein Feuchtigkeits-Unterschied darf nicht größer sein als 2 bis 3 %. Der Grund ist einleuchtend: Werden Holzteile verschiedener Feuchtigkeit zusammengeleimt, so werden sie vom Augenblick der Verleimung an bestrebt sein, die gleiche Feuchtigkeit anzunehmen. Dabei wird der bislang trockenere Teil feuchter (und größer), der feuchtere Teil verhält sich umgekehrt. Zwischen beiden Holzteilen treten nunmehr erhebliche Kräfte auf, die eine größenmäßige Veränderung verhindern müssen. Nur die Leimschicht kann diese Kräfte aufbringen. Da sie indessen für völlig andere Zwecke gedacht war, kann ihre Klebekraft überfordert werden, so daß sie nachgibt. Man kann dann zu dem irrtümlichen Schluß kommen, daß der Leim oder die Verleimung nichts getaugt habe.
Als Abhilfe wird empfohlen, die zur Lamellierung bestimmten Teile längere Zeit in einem Raum unter möglichst gleichbleibenden Wärme- und Feuchtigkeitsbedingungen zu lagern. Dabei müssen die Teile bereits auf die Lamellen-Stärke zugearbeitet sein, da sie dann wesentlich schneller durchtrocknen (oder durchfeuchten). Als besonders günstig für das Lamellieren wird eine Feuchtigkeit von 10 bis 12 % genannt.
An einem Beispiel soll kurz behandelt werden, wie und wo durch Lamellieren bei geringer Mehrarbeit und guter Arbeitsvorbereitung nicht nur Holz eingespart, sondern auch Qualitätsarbeit geleistet werden kann. Nehmen wir an, es soll eine Reihe von Decksbalken aus Holz hergestellt werden. Boote und Yachten haben eine gegenüber dem Großschiffbau starke Balkenbucht, etwa 1/20 oder gar 1/10 der betreffenden Decksbreite. Bei Decksaufbauten ist diese Bucht noch viel größer, um in der Kajüte eine große lichte Höhe zu erhalten, ohne daß diese nach außen durch die Höhe des Aufbausülls zu sehr sichtbar wird. Diese Balken werden deshalb auch oft in der Form des Korbbogens ausgeführt, bei dem die stärkste Krümmung ganz außen liegt. Beim „normalen“ Decksbalken liegt die stärkste Krümmung aber innen. Als Mittelweg wird (wie in unserem Beispiel) auch vielfach der Kreisbogen genommen, der viele Vorteile hat. Ferner ist es wichtig, daß alle Balken eines Bootes (oder eines Aufbaues) dieselbe Balkenbucht, also denselben Krümmungsradius, bekommen. Da die Balken verschieden lang sind (je nach der Schiffsbreite an der Einbaustelle), hat dieses Verfahren übrigens seine Folgen hinsichtlich der Sprunglinie.
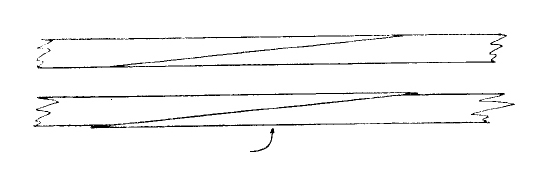
Die Zeichnung 55 zeigt den fertigen Balken in seiner längsten Form, einmal lamelliert, einmal aus einem gerade gewachsenen Stück Holz geschnitten. Man beachte den Verlauf der Maserung! – Da das Lamellieren nicht unerhebliche Arbeitsvorgänge bedingt und einige Schraubzwingen oder sonstige Preßvorrichtungen notwendig werden, ist es vorteilhaft, gleichzeitig nicht einen, sondern eine ganze Reihe von Balken zu bauen. Man verfährt dann im Prinzip, wie es in Abschnitt 12 (Zeichnung 30a) beschrieben wurde: Ein breites Stück Holz wird über einem entsprechenden Modell gebogen beziehungsweise lamelliert und nach dem Setzen der Verleimung einige Tage später auf die Breite der Balken zugeschnitten. So erhält man einen Satz Balken von gleicher Länge (für die gleiche Schiffsbreite), die anschließend auf die genaue Länge zugepaßt werden können. Sind keine Bretter (= Lamellen) von genügender Breite vorhanden, so werden diese vorher aus schmaleren Hölzern hochkant aneinander geleimt, um später flachkant lamelliert zu werden (vergleiche Zeichnung 56).
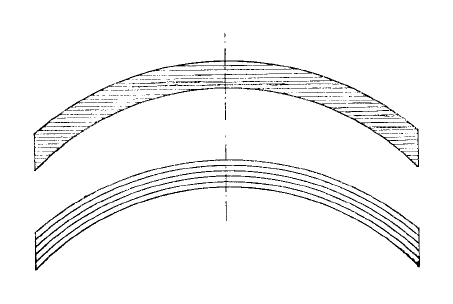
Zeichnung 55: Ein kreisförmiger Aufbau-Decksbalken. – Oben: aus schierem Holz ausgesägt. Unten: lamelliert.
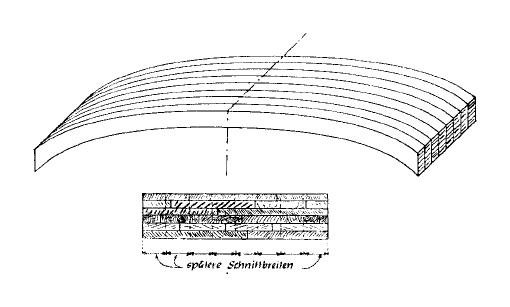
Zeichnung 56: Oben: ein korbbogenförmig lamelliertes Stück, aus dem acht gleiche Balken geschnitten werden sollen. – Unten: das Hirnholz des Lamellen-Stückes.
Die einzelnen Lamellen müssen gleiche Dicke und gut geglättete Oberflächen erhalten, wenn sie zum Verleimen (und gleichzeitigen Biegen) zum Paket zusammengelegt werden. Dabei ist darauf zu achten, daß vorhandene Hochkant-Nähte nicht genau übereinander, sondern zueinander versetzt liegen.
Mangelt es an Lamellen für die notwendige Länge, so steht nichts im Wege, Lamellenteile durch Zusammenleimen auf die erforderliche Länge zu bringen. Eine solche Lasche sieht im Prinzip wie in Zeichnung 38 a aus. Solche Stöße sollen aber nur in den Mittellagen des lamellierten Bauteiles und nach Möglichkeit gut gegeneinander versetzt angeordnet sein. So läßt sich viel Holz einsparen.
Es gibt viele Möglichkeiten, durch Lamellieren hochwertige Holzkonstruktionen herzustellen. Gebogene Kiele, die in stark gekrümmte Steven überlaufen, lassen sich mit Hilfe von Lamellen herstellen, als wären sie aus einem Stück gefertigt. Auch die Verbindung von Spant und Decksbalken, die im Holzschiffbau (im Gegensatz zum Stahlschiffbau) immer schwierig war, läßt sich in vorbildlicher Weise lösen. Allerdings ist für diese Arbeiten ein großer Aufwand an Hilfsmitteln gegenüber der üblichen Ausführung und viel Mehrarbeit notwendig, wenn nicht eine ganze Reihe gleichartiger Boote gebaut wird und sich daher die Bereitstellung spezieller Hilfsmittel wirklich lohnt (Zeichnung 57). Es scheint so, daß das Lamellieren von Spanten sich weiter verbreitet, und zwar bei größeren wie bei kleineren Booten. Jedenfalls ist z. Z. zu beobachten, daß das Lamellieren sogar auf Kosten des Vor-Biegens der Spanten an Boden gewinnt.
Hinsichtlich des Leimvorganges wird auf Abschnitt 16 verwiesen. Für uns wäre ein Leim vorteilhaft, der bei normaler Raumtemperatur trocknet oder in einer durch die Mischung steuerbaren Zeit abbindet und der gute Verleimung auch unter Anwendung von geringen Drücken liefert.
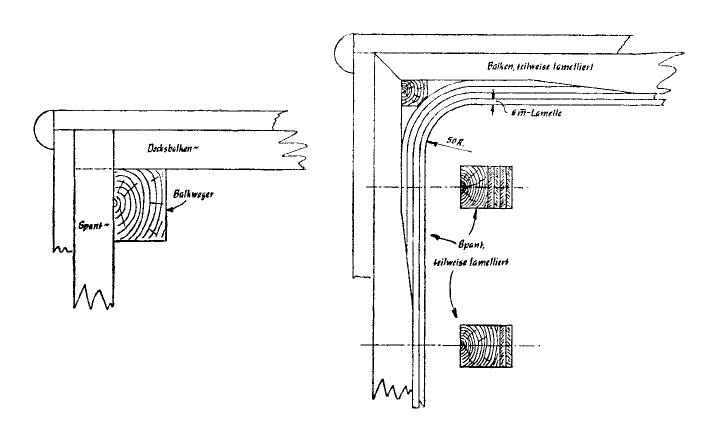
Zeichnung 57: Balken und Spant sind nach der alten Bauweise nicht miteinander verbunden, sie liegen selten in einer Spant-Ebene. – Balken und Spant liegen hier in einer Spant-Ebene. Ein lamelliertes Balken-Knie verbindet beide. Die Lamellen verlaufen nach unten oder nach Mitte Schiff. Nach diesem Vorschlag wird auch der Balkweger überflüssig, er ist zu einer Stütz-Leiste zusammengeschrumpft.